Flexible NC programming
1.25 Subprogram technique
Job planning
180 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
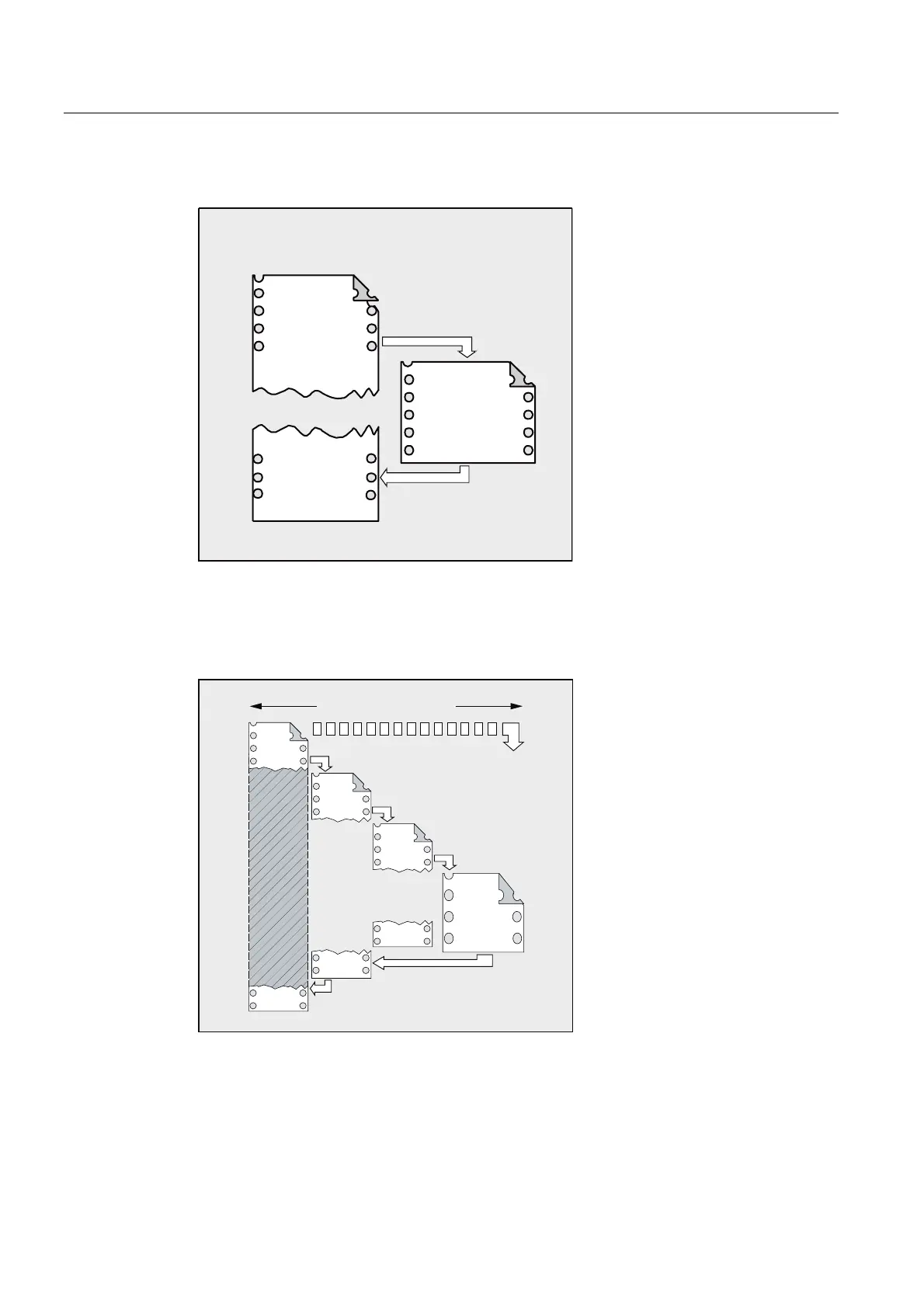
2nd return jump parameter 1 = "N200", return jump parameter 2 = 1
352&68%
1
15(7ರರ
1
1
1
168%
1*
0DLQSURJUDP
6XESURJUDP
After the
RET command, program execution is continued with the block (N210) that follows
block
N200 in the main program.
3rd return jump parameter 1 = "N220", return jump parameter 3 = 2
1
5(71
PD[SURJUDPOHYHOV
6XE
SURJU
6XE
SURJU
6XS
SURJU
0DLQ
SURJU
5HWXUQMXPS
5HWXUQMXPS
After the
RET command, two program levels are jumped through and program execution is
continued with block
N220.

 Loading...
Loading...














