Flexible NC programming
1.25 Subprogram technique
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
189
Examples
Example 1:
Program code Comment
N10 G0 X0 Y0
N20 MCALL L70 ; Modal subroutine call.
N30 X10 Y10 ; The programmed position is approached and then subprogram
L70 is executed.
N40 X50 Y50 ; The programmed position is approached and then subprogram
L70 is executed.
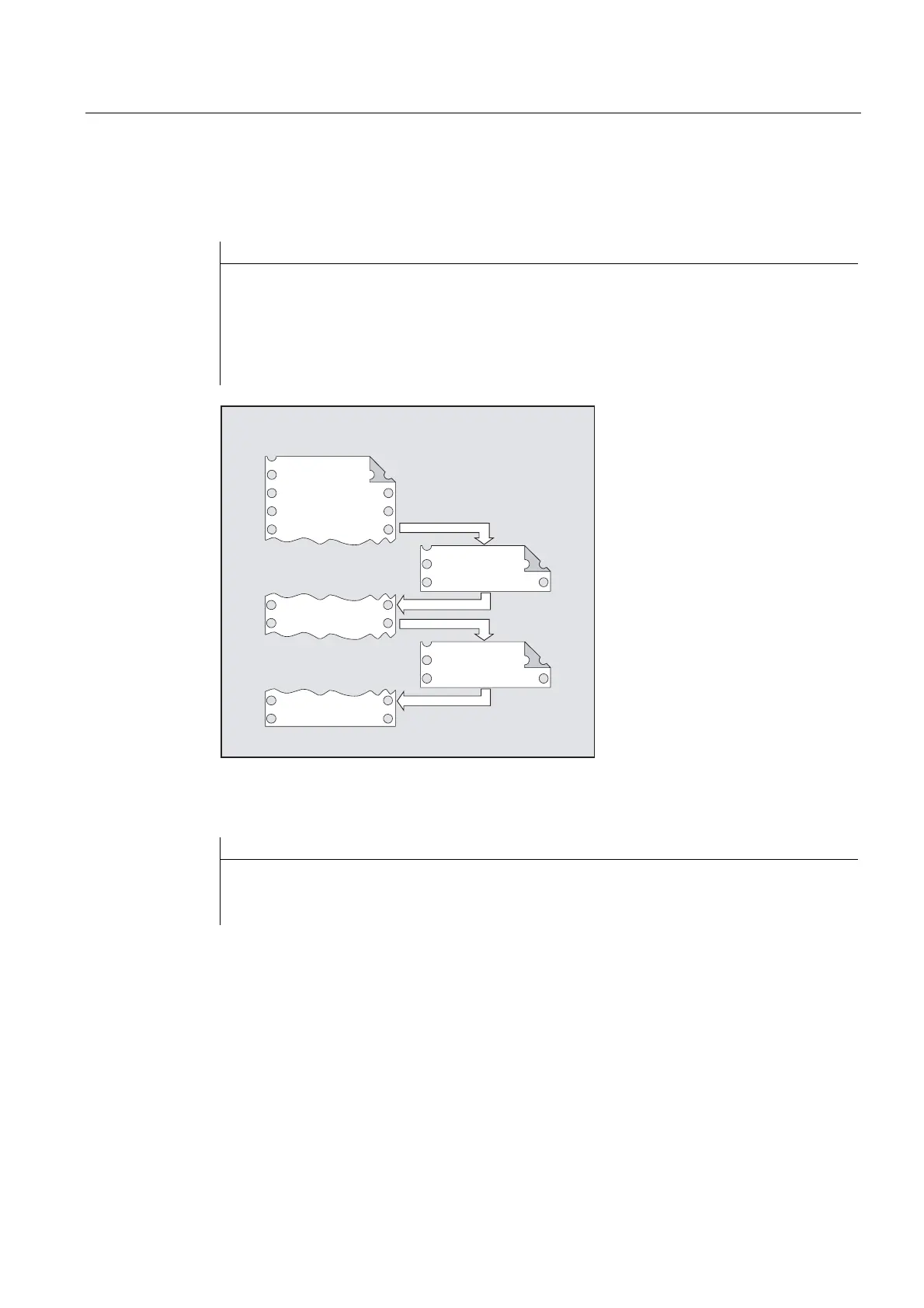
6XESURJUDP
0DLQSURJUDP
1;<
1;<
10&$///
1*;<
/
Example 2:
Program code
N10 G0 X0 Y0
N20 MCALL L70
N30 L80
In this example, the following NC blocks with programmed path axes are in subprogram L80.
L70 is called by L80.

 Loading...
Loading...














