Protection zones
3.3 Checking for protection zone violation, working area limitation and software limits (CALCPOSI)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
231
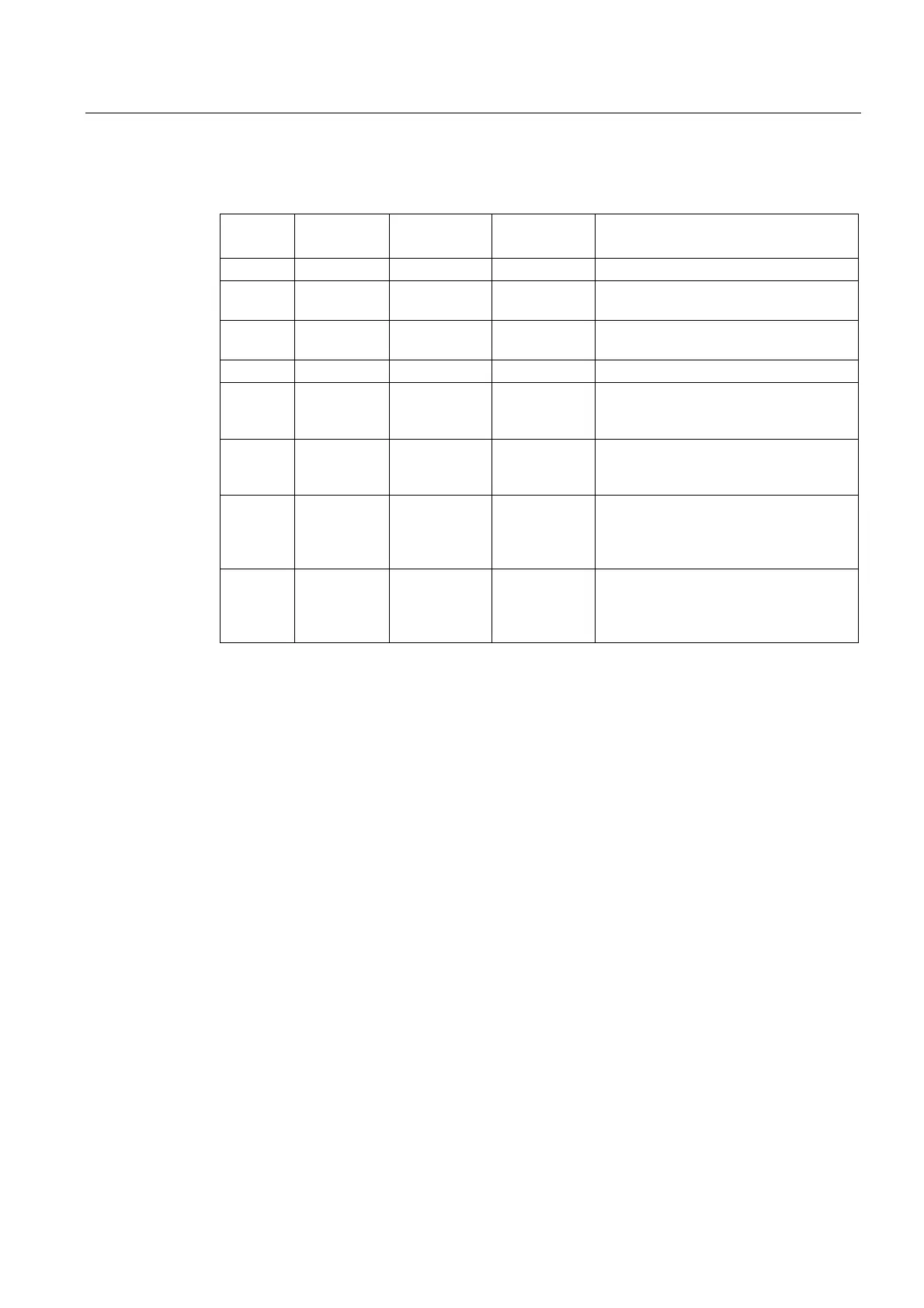
Results of the tests in the example:
Block No.
N...
_STATUS _MAXDIST
[0] (= X)
_MAXDIST
[1] (= Y)
Remarks
420 3123 8.040 4.594 Protection zone SB N3 violated.
430 1122 20.000 11.429 No protection zone monitoring, working
area limits violated.
440 1121 30.000 17.143 Now only monitoring of the software
limits active.
510 4213 0.000 0.000 Starting point violates protection C4
520 0000 0.000 –.000 Pre-activated protection zone C4 is not
monitored. Defined path can be
traversed completely.
540 2222 0.000 –.000 Because _DLIMIT[1]=2, the traversing
path is restricted by the working area
limits.
620 4223 –.000 0.000 Clearance to C4 is a total of 4 mm due
to C2 and _DLIMIT[3]. Clearance C2 –
N3 of 0.1 mm does not lead to limiting
the traversing path.
710 1221 0.000 21.213 Frame with translation and rotation
active The permissible traversing path in
_MOVDIST applies in the shifted and
rotated coordinate system (WCS).
Special cases and further details
All path data are always entered as radii even if for a facing axis with active G code
"DIAMON". If the part of one of the involved axes cannot be traversed completely, the paths
of the other axes will also be reduced accordingly in the _MAXDIST return value so that the
resulting end point lies on the specified path.
It is permissible that no software limits, operating range limits or protection zones are defined
for one or more of the axes involved. All limits are only monitored if the axes involved are
referenced. Any involved rotary axes are monitored only if they are not modulo axes.
As in the normal traversing operation, the monitoring of the software limits and the operating
range limits depends on the active settings (interface signals for selecting the software limits
1 or software limits 2, GWALIMON/WALIMOF, setting data for the specific activation of the
operating range limits and for the specification whether or not the radius of the active tool is
to be considered for the monitoring of the operating range limits).
For certain kinematic transformations (e.g. TRANSMIT), the position of the machine axes
cannot be determined uniquely from the positions in the workpiece coordinate system (WCS)
(non-uniqueness). In the normal traversing operation, the uniqueness normally results from
the previous history and the condition that a continuous movement in the WCS must
correspond to a continuous movement in the machine axes. When monitoring the software
limits using the CALCPOSI function, the current machine position is therefore used to
resolve non-unique determinability in such cases. If necessary, a STOPRE must be
programmed in front of CALCPOSI to input valid machine axis positions to the function.

 Loading...
Loading...














