Special Motion Commands
4.2 Spline interpolation (ASPLINE, BSPLINE, CSPLINE, BAUTO, BNAT, BTAN, EAUTO, ENAT,
ETAN, PW, SD, PL)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
239
<
;
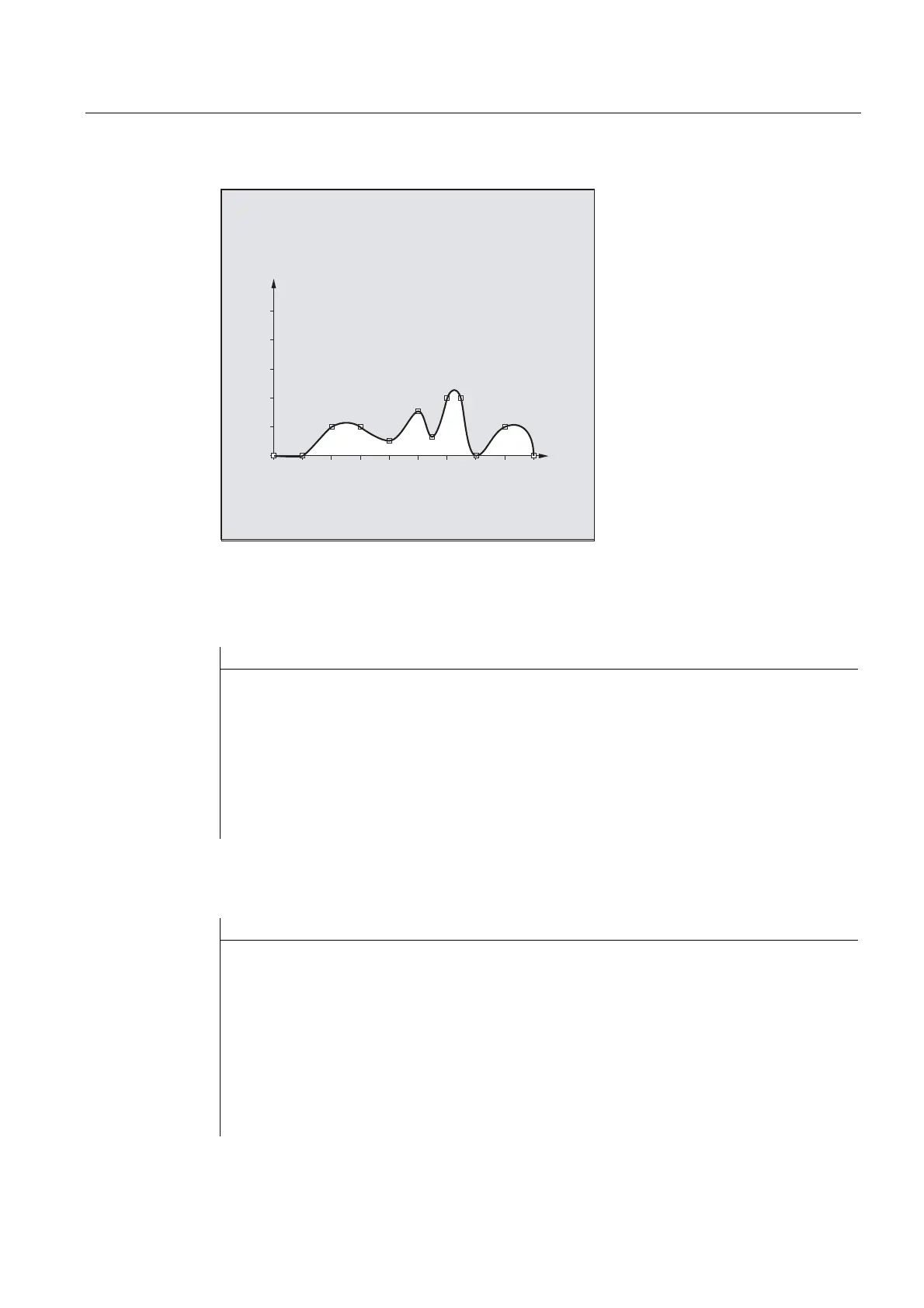
Example 3: Spline interpolation (A spline) and coordinate transformation (ROT)
Main program:
Program code Comments
N10 G00 X20 Y18 F300 G64 ; Approach starting point
N20 ASPLINE ; Activate interpolation type A spline.
N30 CONTOUR ; First subprogram call.
N40 ROT Z-45 ; Coordinate transformation: Rotation of the
WCS through -45° around the Z axis.
N50 G00 X20 Y18 ; Approach contour starting point.
N60 CONTOUR ; Second subprogram call.
N70 M30 ; End of program
Subprogram "contour" (includes the coordinates of the points along the curve):
Program code
N10 X20 Y18
N20 X10 Y21
N30 X6 Y31
N40 X18 Y31
N50 X13 Y43
N60 X22 Y42
N70 X16 Y58
N80 X33 Y51
N90 M1

 Loading...
Loading...














