Special Motion Commands
4.5 Polynomial interpolation (POLY, POLYPATH, PO, PL)
Job planning
256 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
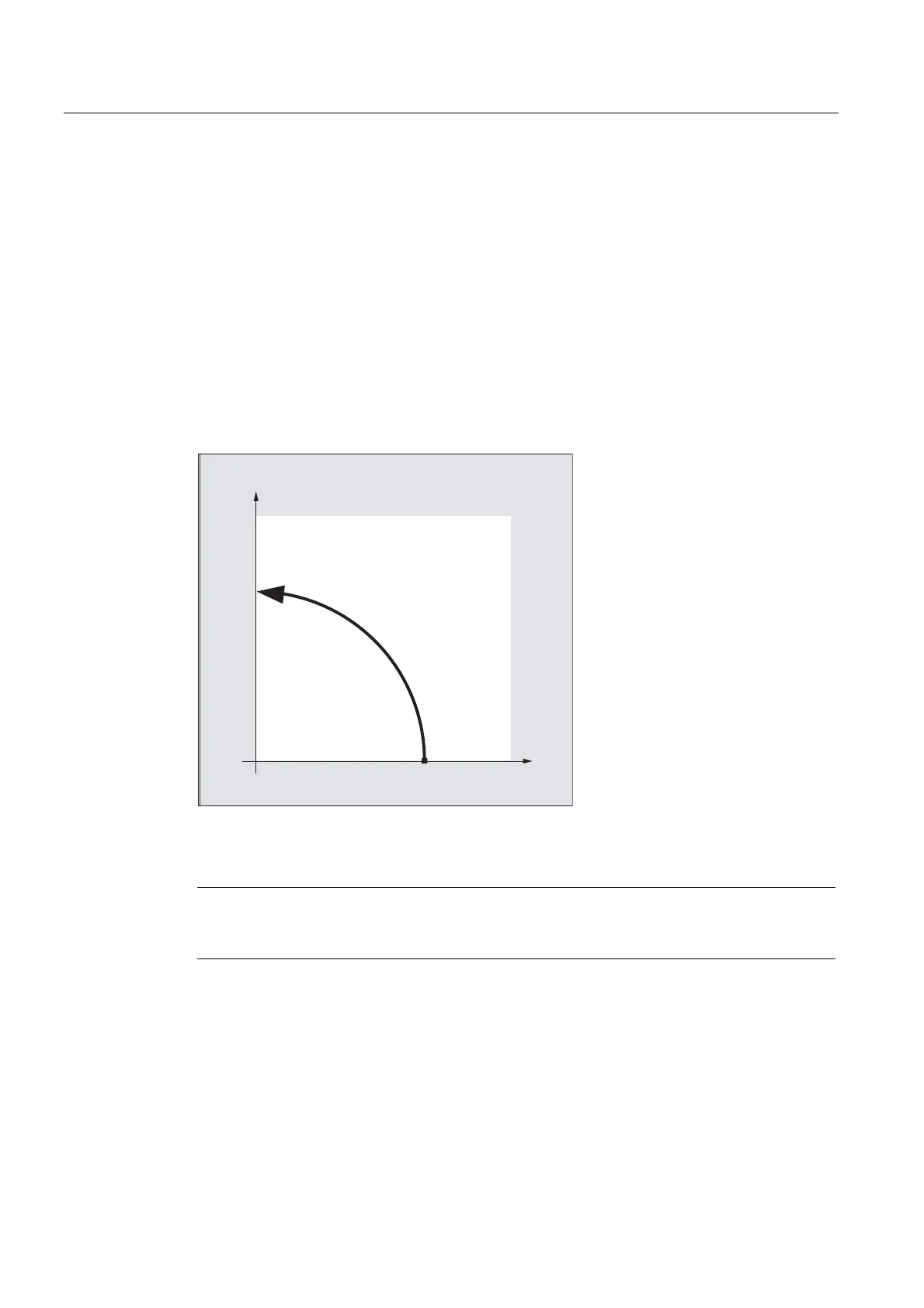
X(p) and Y(p) are calculated as follows from the programmed values:
X(p) = (10 - 10 * p
2
) / (1 + p
2
)
Y(p) = 20 * p / (1 + p
2
)
with 0 ≤ p ≤ 1
As a result of the programmed start points, end points, coefficient a
2
and PL=1, the
intermediate results are as follows:
Numerator (X) = 10 + 0 * p - 10 * p
2
Numerator (Y) = 0 + 20 * p + 0 * p
2
Denominator = 1 + p
2
<
;
If polynomial interpolation is active and a denominator polynomial is programmed with zeros
within the interval
[0,PL], this is rejected and an alarm is output. Denominator polynomials
have no effect on the motion of special axes.
Note
Tool radius compensation can be activated with
G41, G42 in conjunction with polynomial
interpolation and can be applied in the same way as in linear or circular interpolation modes.

 Loading...
Loading...














