Transformations
6.8 Kinematic transformation
Job planning
362 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
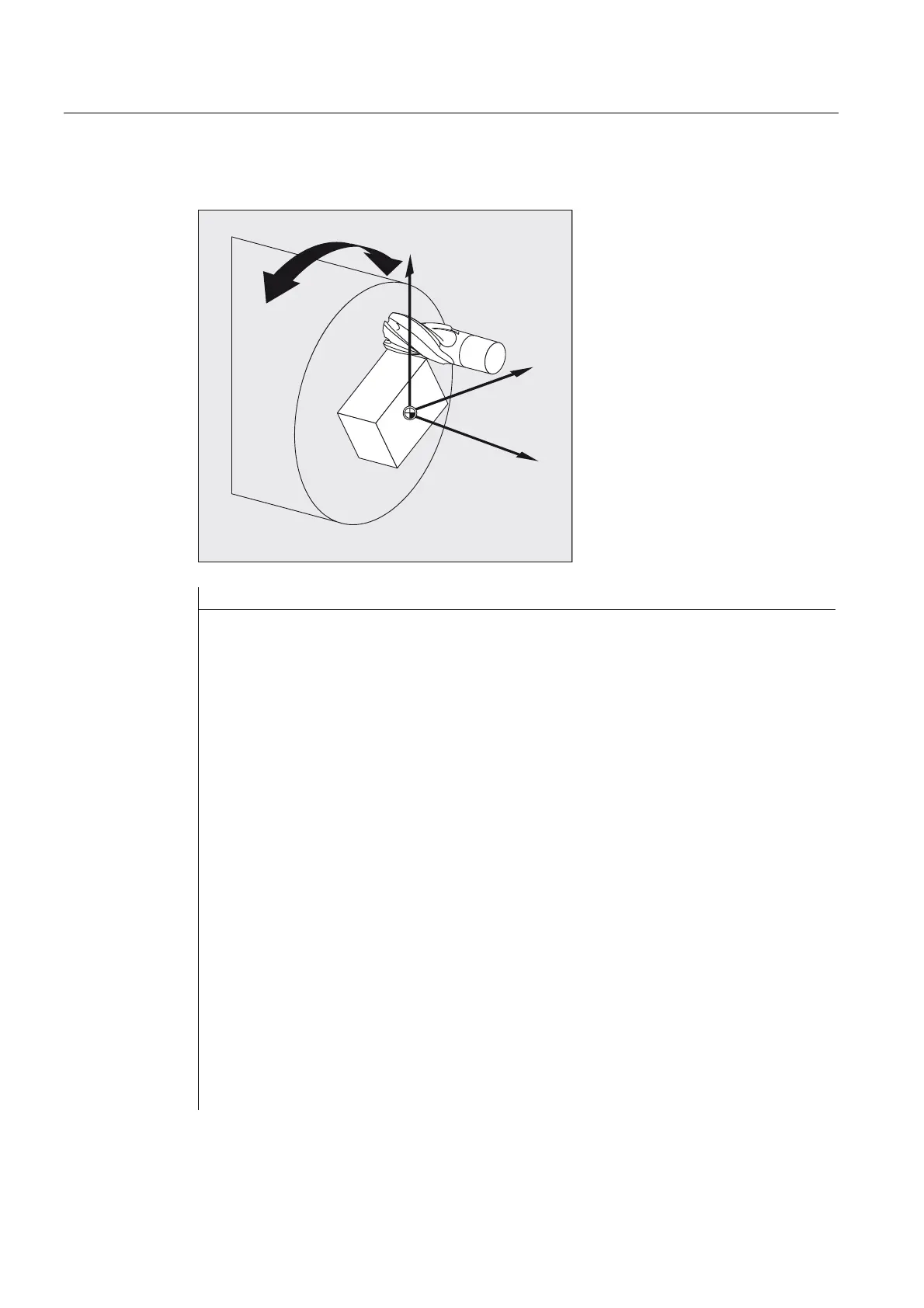
Example
;
=
<
Program code Comments
N10 T1 D1 G54 G17 G90 F5000 G94 ; Tool selection
N20 G0 X20 Z10 SPOS=45 ; Approach the starting position
N30 TRANSMIT ; Activate TRANSMIT function
N40 ROT RPL=–45
N50 ATRANS X–2 Y10
; Set frame
N60 G1 X10 Y–10 G41 OFFN=1OFFN
N70 X–10
N80 Y10
N90 X10
N100 Y–10
; Square roughing; 1 mm tolerance
N110 G0 Z20 G40 OFFN=0
N120 T2 D1 X15 Y–15
N130 Z10 G41
; Tool change
N140 G1 X10 Y–10
N150 X–10
N160 Y10
N170 X10
N180 Y–10
; Square finishing
N190 Z20 G40
N200 TRANS
N210 TRAFOOF
; Deselect frame
N220 G0 X20 Z10 SPOS=45 ; Approach the starting position
N230 M30

 Loading...
Loading...














