Transformations
6.8 Kinematic transformation
Job planning
376 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Syntax
G07
G05
The commands
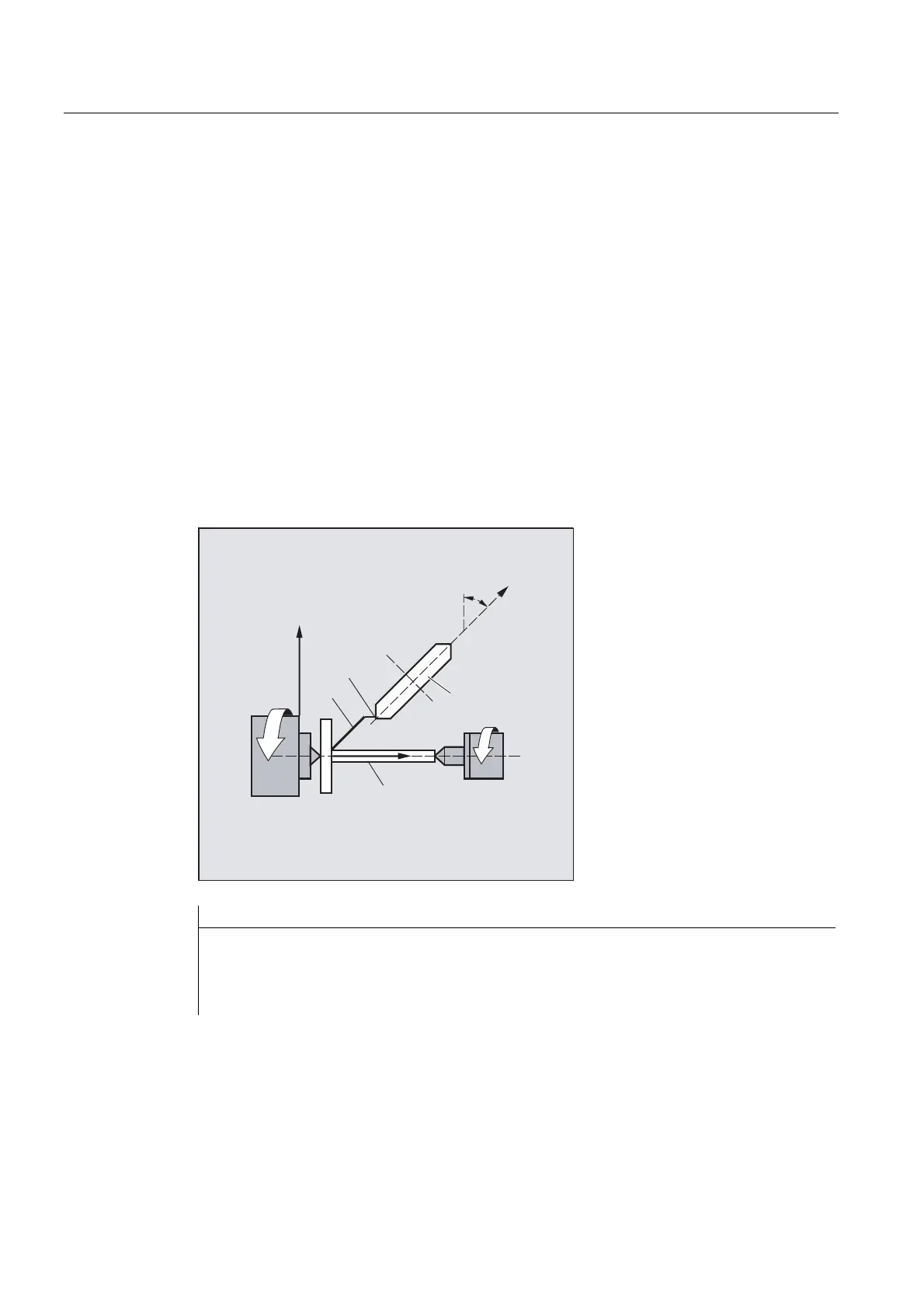
G07/G05 are used to make it easier to program the inclined axes. Positions
can be programmed and displayed in the Cartesian coordinate system. Tool compensation
and zero offset are included in Cartesian coordinates. After the angle for the inclined axis is
programmed in the NC program, the starting position can be approached (
G07) and then the
oblique plunge-cutting (
G05) performed.
Significance
G07 Approach starting position
G05 Activates oblique plunge-cutting
Example
1
1
;
=
&
$6
˞
9
*ULQGLQJGLVF
:RUNSLHFH
Programming Comments
N.. G18 ; Program angle for inclined axis
N50 G07 X70 Z40 F4000 ; Approach starting position
N60 G05 X70 F100 ; Oblique plunge-cutting
N70 ... ;

 Loading...
Loading...














