Transformations
6.9 Cartesian PTP travel
Job planning
380 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Programming the axis angle (TU=)
To be able to clearly approach axis angles < ± 360 degrees, this information must be
programmed using the command
"TU=".
The axes traverse by the shortest path:
● when no
TU is programmed for a position,
● with axes that have a traversing range > ±360 degrees.
Example:
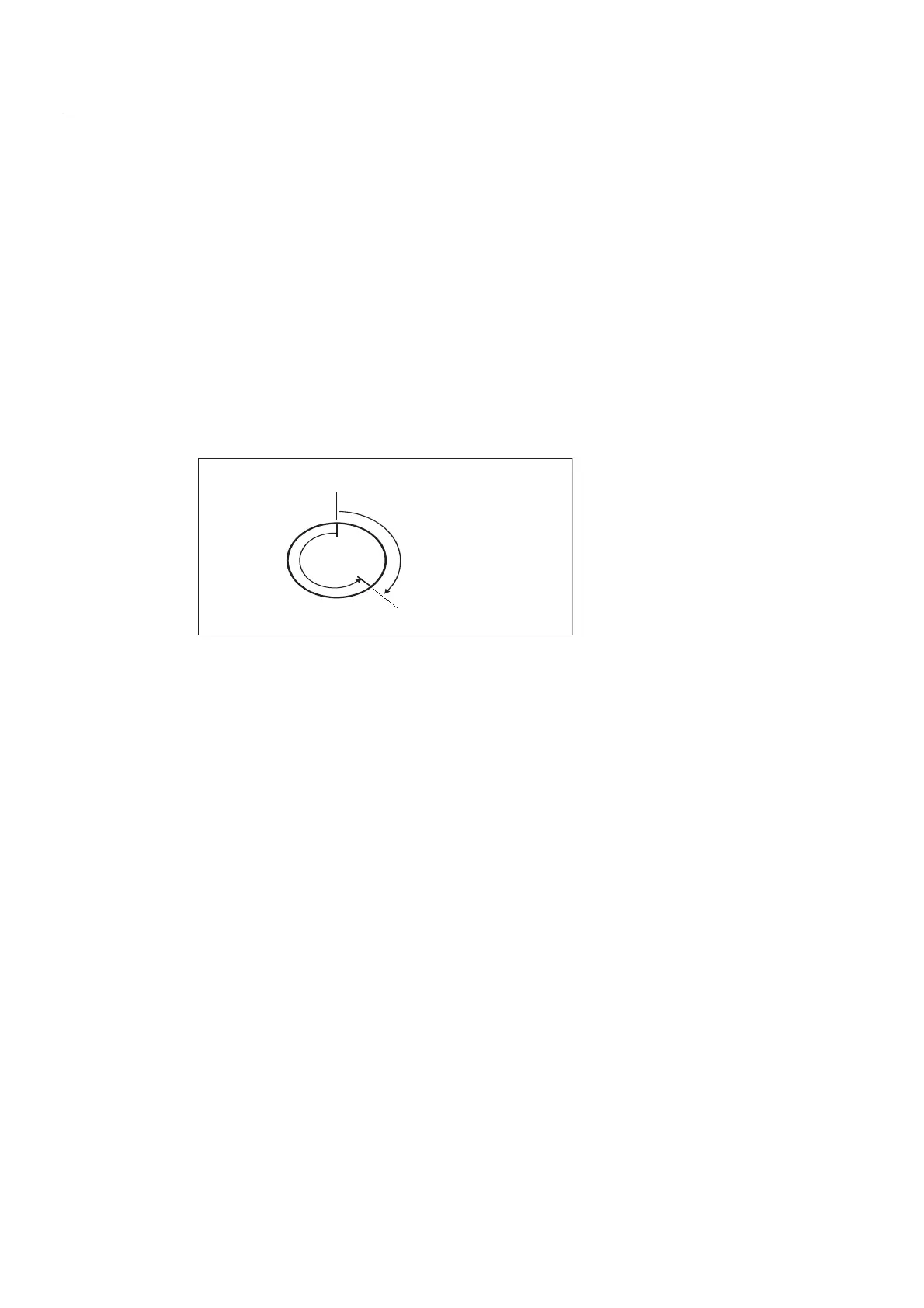
The target position shown in the diagram can be approached in the negative or positive
direction. The direction is programmed under address A1.
A1=225°, TU=Bit 0, → positive direction
A1=−135°, TU=Bit 1, → negative direction
6WDUWLQJSRVLWLRQ
7DUJHWSRVLWLRQ
1HJDWLYH
GLUHFWLRQ
3RVLWLYH
GLUHFWLRQ
Example of evaluation of TU for generic 5/6-axis transformation and target positions
Variable
TU contains a bit, which indicates the traversing direction for every axis involved in
the transformation. The assignment of TU bits matches the channel axis view of the round
axes. The TU information is only evaluated for the up to 3 possible round axes which are
included in the transformation:
Bit0: Axis 1, TU bit = 0 : 0 degrees <= round axis angle < 360 degrees
Bit1: Axis 2, TU bit = 1 : –360 degrees < round axis angle < 0 degrees
The start position of a round axis is C = 0. By programming C = 270, the round axis travels to
the following target positions:
C = 270: TU bit 0, positive direction of rotation
C = –90: TU bit 1, negative direction of rotation
Further behavior
Mode change
The "Cartesian PTP travel" function is only useful in the AUTO and MDA modes of
operation. When changing the mode to JOG, the current setting is retained.
When the G code
PTP is set, the axes will traverse in MCS. When the G code CP is set, the
axes will traverse in WCS.
Power On/RESET
After a power ON or after a RESET, the setting is dependent on the machine data
$MC_GCODE_REST_VALUES[48]
. The default traversal mode setting is "CP".

 Loading...
Loading...














