Transformations
6.9 Cartesian PTP travel
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
383
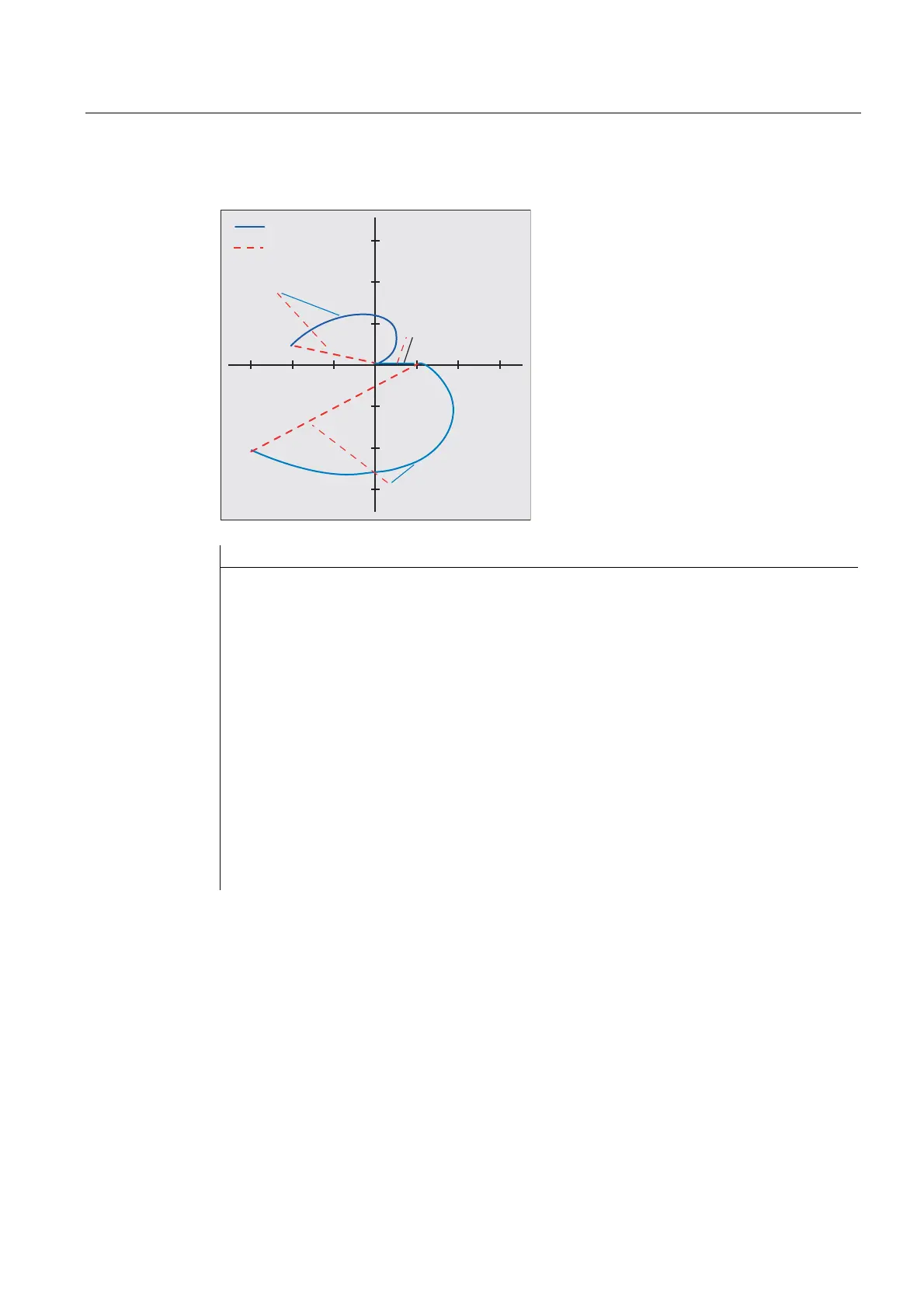
Example of the retraction from the pole with PTP and TRANSMIT
N070 X20 Y2
10
10
20
20
-10
-20-30
-10
-20
-30
N060 X0 Y0
N050 X10 Y0
PTP
CP
30
30
Programming Comments
N001 G0 X90 Z0 F10000 T1 D1 G90 ; Initial setting
N002 SPOS=0
N003 TRANSMIT ; Transformation TRANSMIT
N010 PTPG0 ; For each G0 block, automatically
PTP followed by CP
N020 G0 X90 Y60
N030 X-90 Y-60
N040 X-30 Y-20
N050 X10 Y0
N060 X0 Y0
N070 X-20 Y2
N170 G1 X0 Y0
N160 X10 Y0
N150 X-30 Y-20
M30

 Loading...
Loading...














