Tool offsets
7.2 Additive offsets
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
393
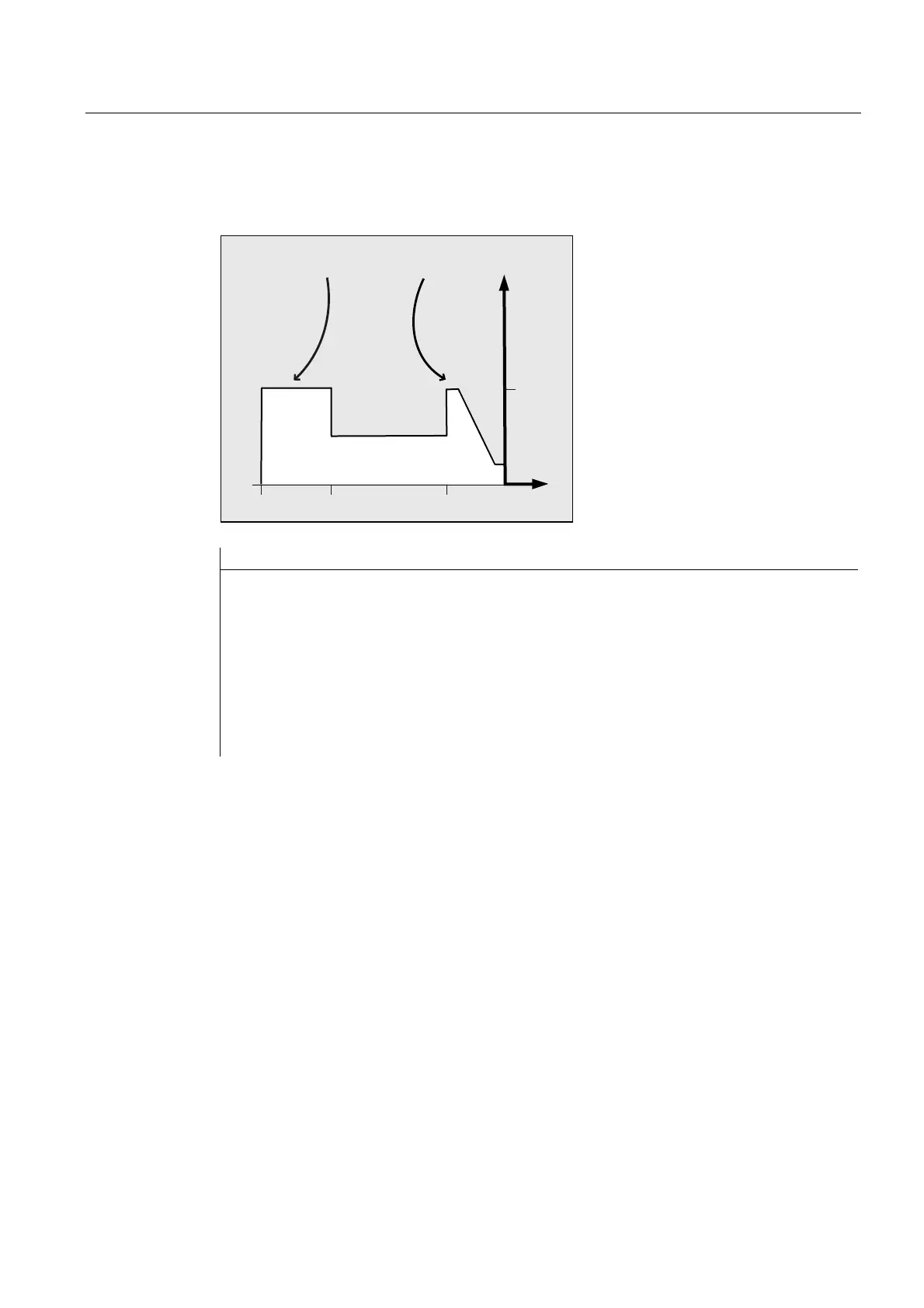
Example
The same cutting edge is used for 2 bearing seats:
/RFDWLRQRIXVH/RFDWLRQRIXVH
;
=
''/ '
Program code Comments
N110 T7 D7 ; The revolver is positioned to location 7. D7 and DL=1
are activated and moved through in the next block.
N120 G0 X10 Z1
N130 G1 Z-6
N140 G0 DL=2 Z-14 ; DL=2 is activated in addition to D7 and is moved
through in the next block.
N150 G1 Z-21
N160 G0 X200 Z200 ; Approach tool change position.
...

 Loading...
Loading...














