Tool offsets
7.5 Activate 3D tool offsets (CUT3DC..., CUT3DF...)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
421
Further Information
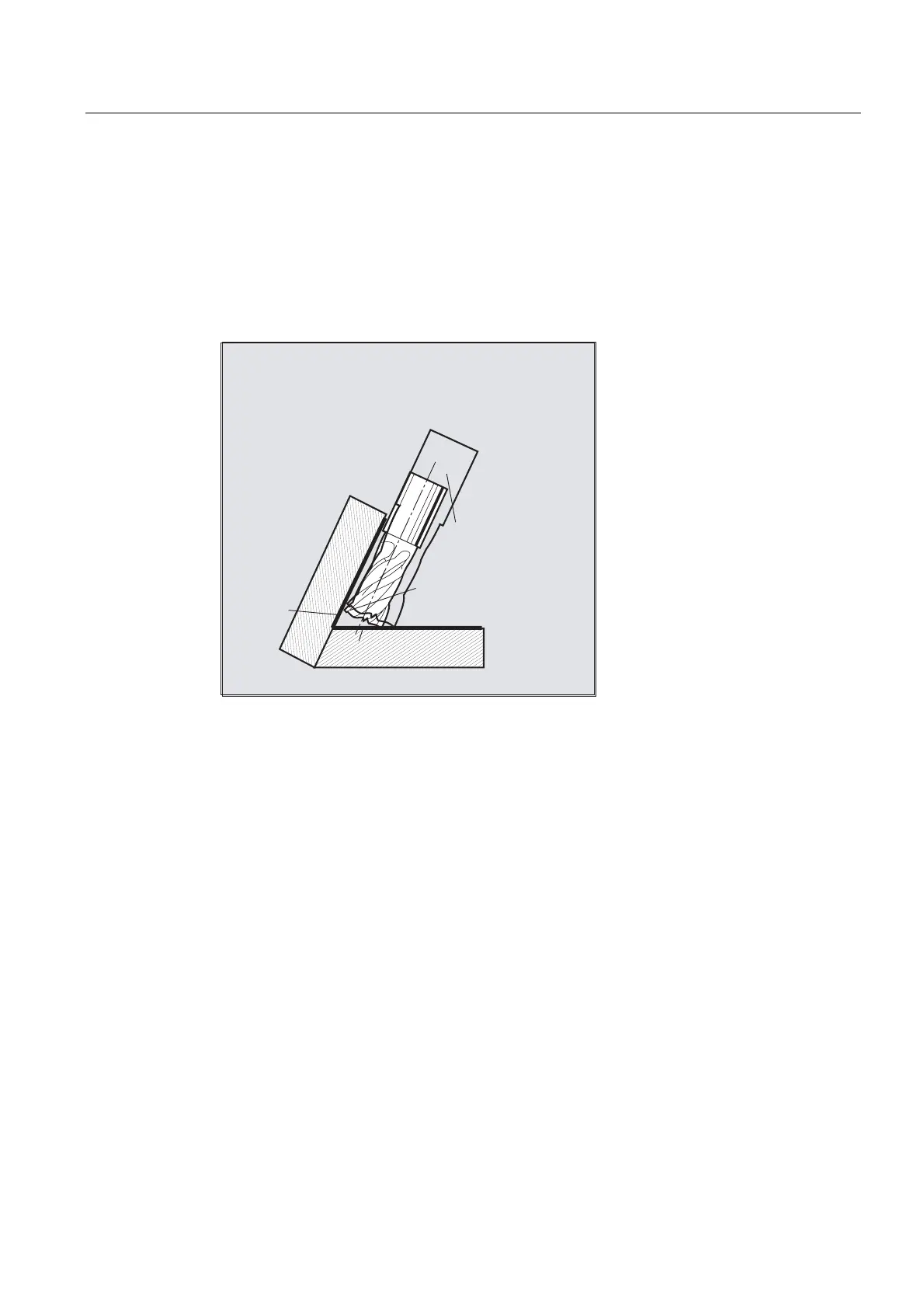
Tool center point path with infeed up to the limitation surface CUT3DCCD
If a tool with a smaller radius than the appropriate standard tool is used, machining is
continued using a milling tool, which is infed in the longitudinal direction until it reaches the
bottom (base) of the pocket. The tool removes as much material from the corner formed by
the machining surface and limitation surface. This involves a machining type combining
circumferential and face milling. Analog to a tool with lower radius, for a tool with increased
radius, the infeed is in the opposite direction.
/LPLWLQJVXUIDFH
7RROZLWKVPDOOHUUDGLXV
IHHGWRWKHOLPLWLQJVXUIDFH
6WDQGDUGWRRO
0DFKLQLQJVXUIDFH
Contrary to all other tool offsets of G code group 22, tool parameter
$TC_DP6 specified for
CUT3DCCD does not influence the tool radius and the resulting compensation.
The compensation offset is the sum of:
● The wear value of the tool radius (tool parameter
$TC_DP15)
● and a tool offset
OFFN programmed to calculate the perpendicular offset to the limitation
surface.
The generated part program does not specify whether the surface to be machined is to the
right or left of the path. It is therefore assumed that the radius is a positive value and the
wear value of the original tool is a negative value. A negative wear value always describes a
tool with a lower diameter.
Using cylindrical tools
When cylindrical tools are used, infeed is only necessary if the machining surface and the
surface of limitation form an acute angle (less than 90 degrees). If a torus milling tool
(cylinder with rounded corners) is used, tool infeed in the longitudinal direction is required for
both acute and obtuse angles.

 Loading...
Loading...














