Motion synchronous actions
10.4 Actions in synchronized actions
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
575
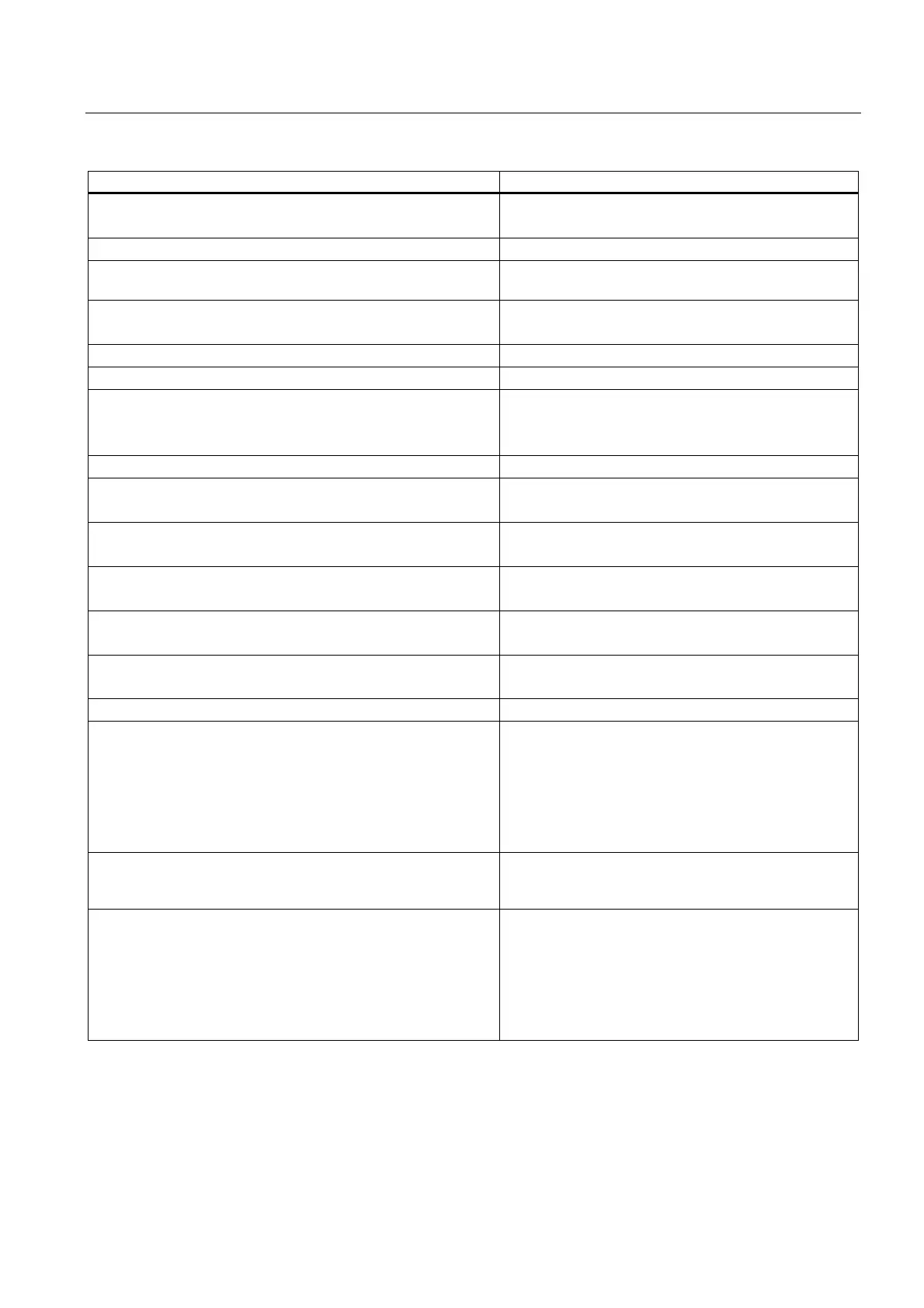
Synchronized action Description
FTCDEF(polynomial, LL, UL , coefficient)
DO SYNFCT(Polyn., Output, Input)
Definition of polynomials
Activation of synchronized functions: adaptive control
DO FTOC Online tool offset
DO G70/G71/G700/G710 Define dimension system for positioning tasks
(dimensions either in inches or metric)
DO POS[axis]= / DO MOV[axis]=
DO SPOS[spindle]=
Start/position/stop command axes
Start/position/stop spindles
DO MOV[Axis]=value Start/position infinite movements of a command axis
DO POS[Axis]= FA [Axis]= Axial feed FA
ID=1 ... DO POS[axis]= FA [axis]=
ID=2 ... DO POS[axis]=
$AA_IM[axis] FA [axis]=
Position from synchronized actions
DO PRESETON(axis, value) Set actual value (preset from synchronized actions)
ID=1 EVERY $A_IN[1]=1 DO M3 S…
ID=2 EVERY $A_IN[2]=1 DO SPOS=
Start/position/stop spindles
DO TRAILON(FA,LA,coupling factor)
DO LEADON(FA,LA,NRCTAB,OVW)
Activate coupled-axis motion
Activate leading value coupling
DO MEAWA(axis)=
DO MEAC(axis)=
Activate axial measurement
Activate continuous measurement
DO [array n, m]=SET(value, value, ...)
DO [array n, m]=REP(value, value, ...)
Initialization of array variables with value lists
Initialization of array variables with the same values
DO SETM(Marker No.)
DO CLEARM(Marker No.)
Set wait markers
Delete wait markers
DO SETAL(alarm no.) Set cycle alarm (additional safety function)
DO FXS[axis]=
DO FXST[axis]=
DO FXSW[axis]=
DO FOCON[axis]=
DO FOCOF[axis]=
Select travel to fixed stop
Change clamping torque
Change monitoring window
Activate travel with limited torque/force (modal) FOC
Deactivate travel with limited torque/force
(synchronized actions act on specific blocks)
ID=2 EVERY $AC_BLOCKTYPE==0 DO $R1=$AC_TANEB The angle between the path tangent at the end of the
current block and the path tangent at the start of the
programmed following block
DO $AA_OVR=
DO $AC_OVR=
DO $AA_PLC_OVR
DO $AC_PLC_OVR
DO $AA_TOTAL_OVR
DO $AC_TOTAL_OVR
Axial override
Path override
of the axial override specified from the PLC
of the path override specified from the PLC
Resulting axial override
Resulting path override

 Loading...
Loading...














