Motion synchronous actions
10.5 Technology cycles
Job planning
620 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Examples
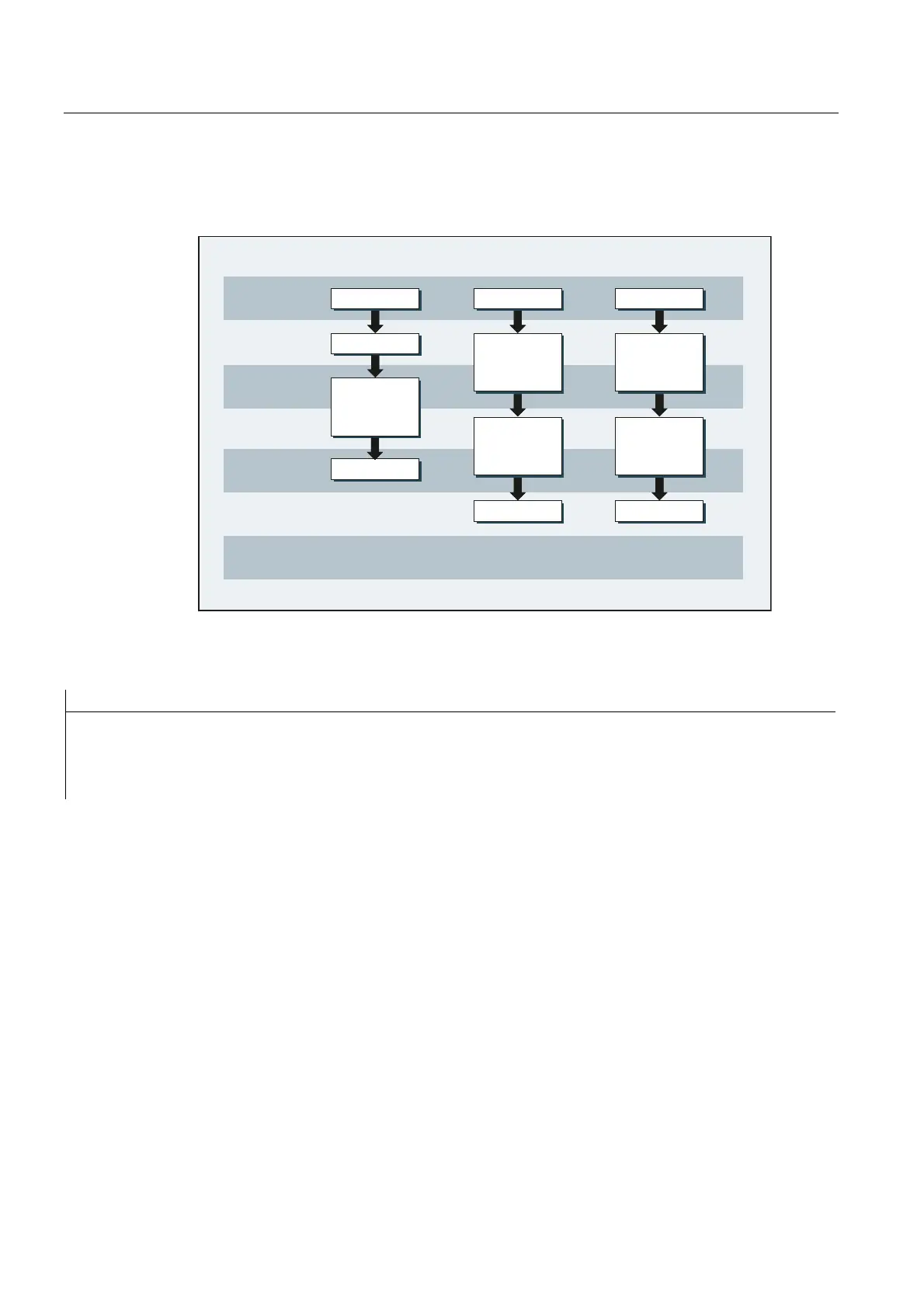
Example 1: Axis programs are started by setting digital inputs
&RQGLWLRQ&RQGLWLRQ&RQGLWLRQ
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
,32F\FOH
0
,'
,'
0
326>;@
326>=@
326>=@
0
0
,'
326><@
326><@
Main program:
Program code Comments
ID=1 EVERY $A_IN[1]==1 DO AXIS_X ; If input 1 is 1, start axis program AXIS_X.
ID=2 EVERY $A_IN[2]==1 DO AXIS_Y ; If input 2 is 1, start axis program AXIS_Y.
ID=3 EVERY $A_IN[3]==1 DO AXIS_Z ; If input 3 is 1, start axis program AXIS_Z.
M30
Axis program AXIS_X:
Program code
M100
POS[X]=100 FA[X]=300
M17
Axis program AXIS_Y:
Program code
POS[Y]=10 FA[Y]=200
POS[Y]=-10
M17

 Loading...
Loading...














