Motion synchronous actions
10.7 Control behavior in specific operating states
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
631
End of program
End of program and synchronized action do not influence one another. Current synchronized
actions are completed even after end of program. Synchronized actions active in the M30
block remain active. If this is not desirable, the synchronized action must be canceled before
the end of the program with
CANCEL.
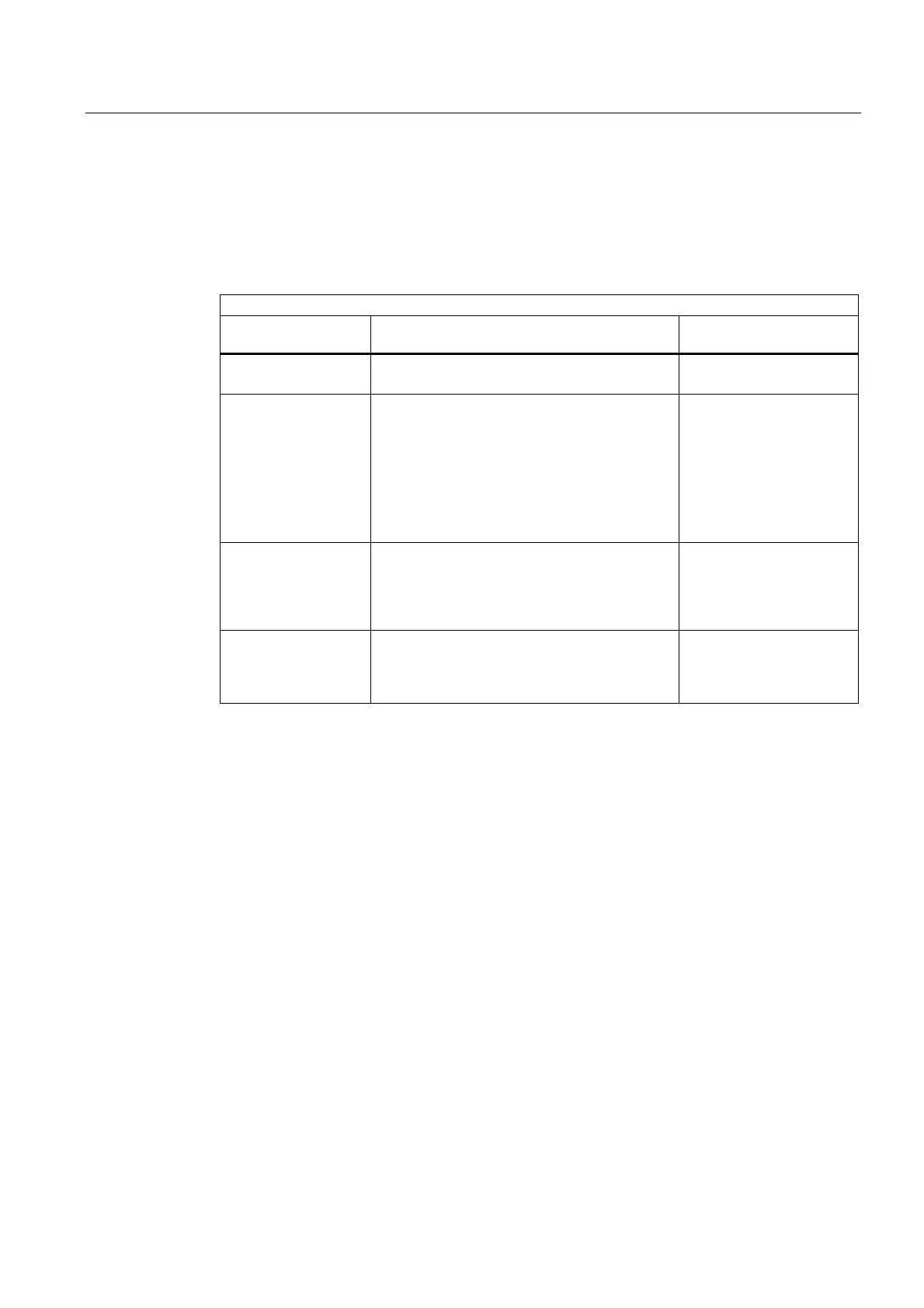
Response following end of program
Synchronized action/
technology cycle
Modal/non-modal actions
→ are canceled
Static actions (IDS)
→ remain active
Axis/
positioning spindle
M30 is delayed until the axis / spindle is
stationary.
Motion continues.
Speed-controlled
spindle
End of program:
$MA_SPIND_ACTIVE_AFTER_RESET==1:
Spindle remains active.
$MA_SPIND_ACTIVE_AFTER_RESET==0:
Spindle stops.
Spindle remains active on a change in
operating mode.
Spindle remains active.
Master value coupling $MC_RESET_MODE_MASK, bit13 == 1:
Master value coupling remains active.
$MC_RESET_MODE_MASK, bit13 == 0:
Master value coupling is separated.
A coupling started from a
static synchronized action
remains active.
Measuring processes Measuring processes started from
synchronized actions are canceled.
Measuring processes
started from static
synchronized actions
remain active.
Block search
Synchronized actions are collected during a block search and evaluated on NC Start; the
associated actions are then started if necessary. Static synchronized actions are active
during block search. If polynomial coefficients programmed with
FCTDEF are found during a
block search, they are activated immediately.
Program interruption using an asynchronous subprogram ASUB
ASUB start:
Modal and static motion-synchronous actions remain active and are also operative in the
asynchronous subprogram.
ASUB end:
If the asynchronous subprogram is not resumed with REPOS, the modal and static motion-
synchronous actions that were modified in the asynchronous subprogram will remain active
in the main program.

 Loading...
Loading...














