Oscillation
11.2 Oscillation controlled by synchronized actions (OSCILL)
Job planning
640 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Motion-synchronous actions
WHEN… … DO
when ... , do ...
WHENEVER … DO
whenever ... , do ...
Example
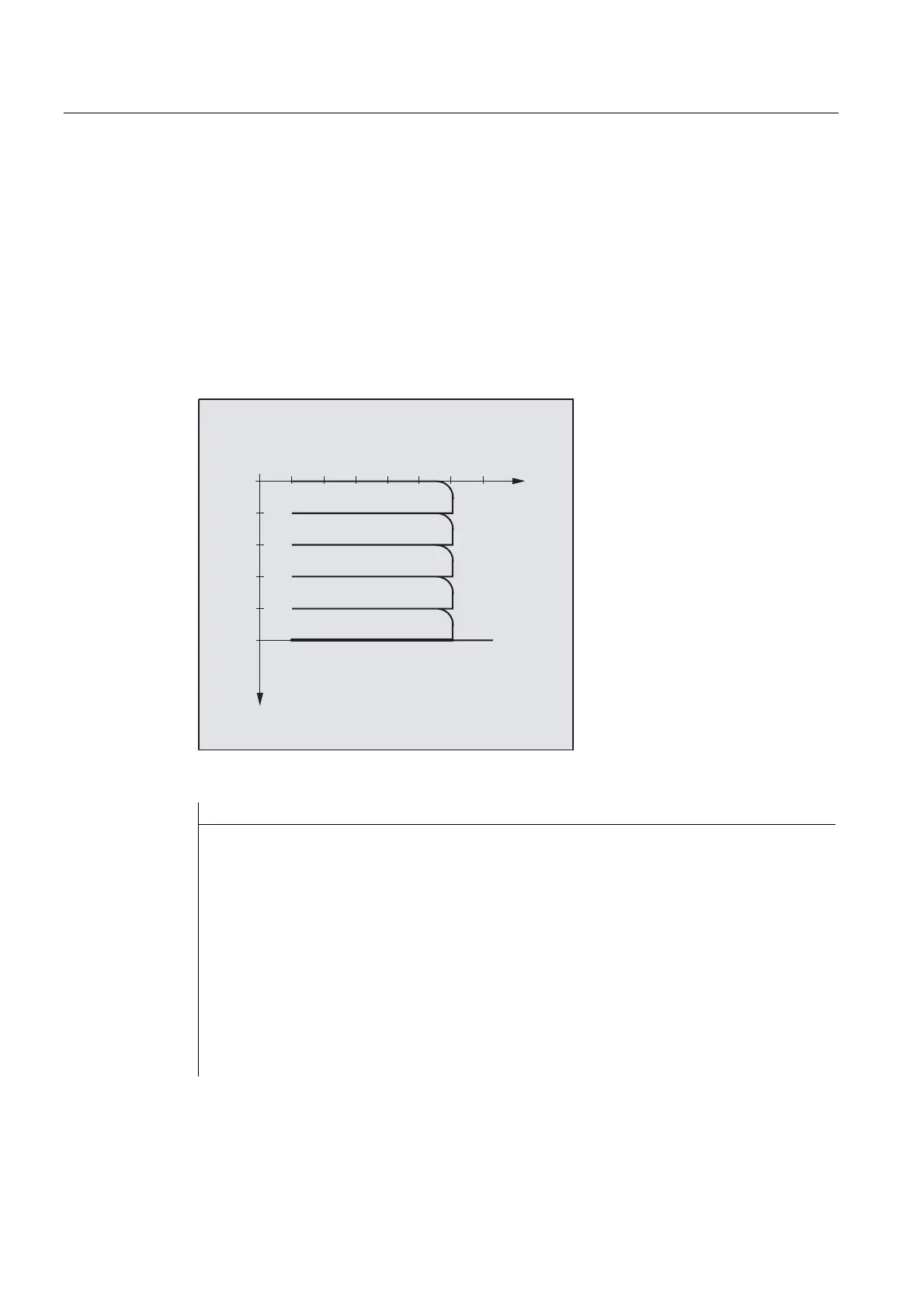
No infeed must take place at reversal point 1. At reversal point 2, the infeed is to start at a
distance of ii2 before reversal point 2 and the oscillating axis is not to wait at the reversal
point for the end of the partial infeed. Axis Z is the oscillation axis and axis X the infeed axis.
$SSURDFKHQG
SRVLWLRQ
$SSURDFKUHYHUVDOSRVLWLRQ
DQGVSDUNLQJRXWVWURNHV
=
;
1. Parameters for oscillation
Program code Comment
DEF INT ii2 ; Define variable for reversal area 2
OSP1[Z]=10 OSP2[Z]=60 ; Define reversal points 1 and 2
OST1[Z]=0 OST2[Z]=0 ; Reversal point 1: exact stop fine
Reversal point 2: Exact stop fine
FA[Z]=150 FA[X]=0.5 ; Oscillating axis Z feedrate, infeed axis X feedrate
OSCTRL[Z]=(2+8+16,1) ; Deactivate oscillating motion at reversal point 2;
after delete DTG spark-out and approach end position;
after delete DTG approach reversal position
OSNC[Z]=3 ; Sparking-out strokes
OSE[Z]=70 ; End position = 70
ii2=2 ; Set reversal point range
WAITP(Z) ; Enable oscillation for Z axis

 Loading...
Loading...














