Manual 0-4691 4-11 OPERATION
4
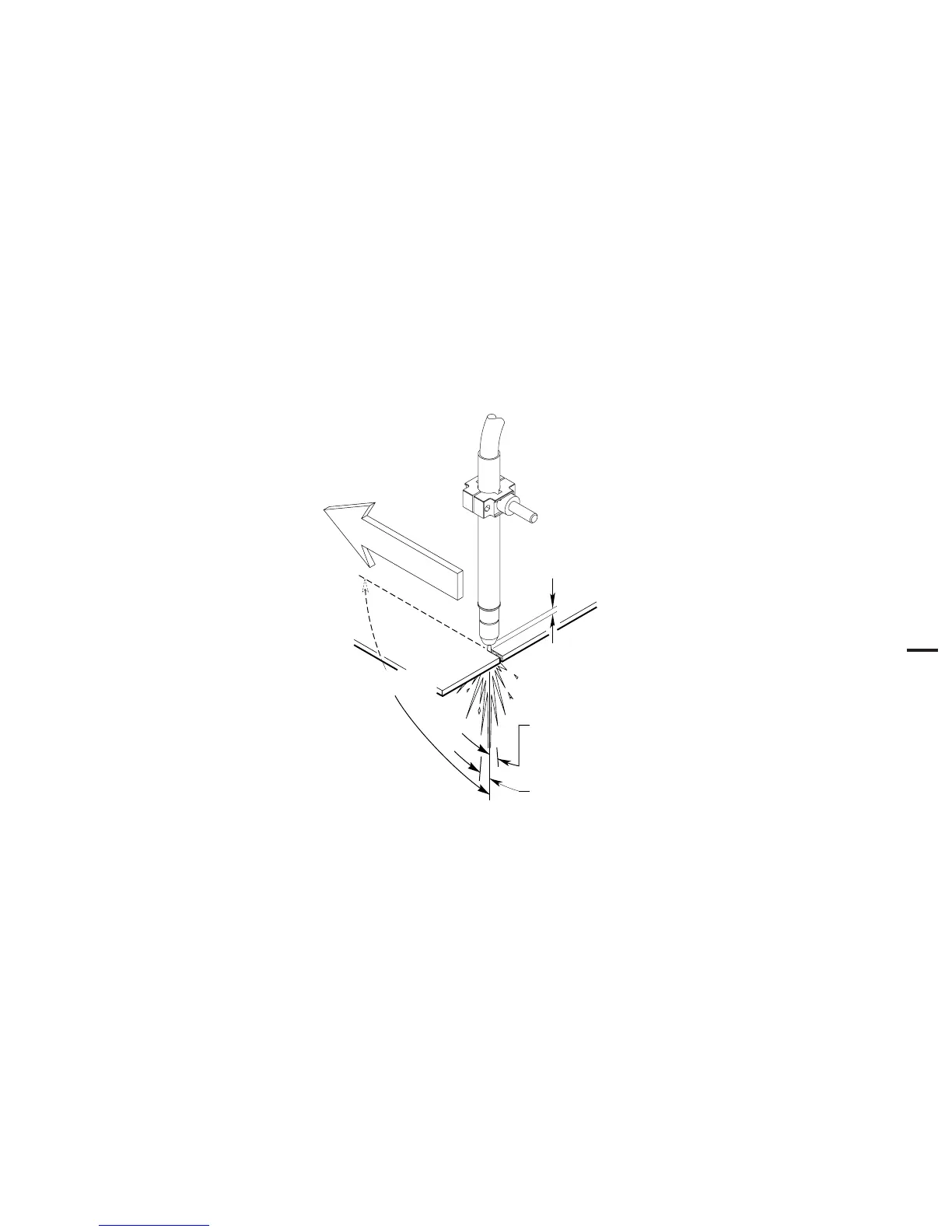
B. Travel Speed
Proper travel speed is indicated by the trail of the arc which is seen below the plate. The arc can be one of the
following:
1. Straight Arc
A straight arc is perpendicular to the workpiece surface. This arc is generally recommended for the best cut
using air plasma on stainless or aluminum.
2. Leading Arc
The leading arc is directed in the same direction as torch travel. A five degree leading arc is generally recom-
mended for air plasma on mild steel.
3. Trailing Arc
The trailing arc is directed in the opposite direction as torch travel.
Standoff Distance
Straight Arc
Trailing Arc
Leading Arc
Direction of Torch Travel
A-02586
Machine Torch Operation
For optimum smooth surface quality, the travel speed should be adjusted so that only the leading edge of the arc
column produces the cut. If the travel speed is too slow, a rough cut will be produced as the arc moves from side to
side in search of metal for transfer.
Travel speed also affects the bevel angle of a cut. When cutting in a circle or around a corner, slowing down the
travel speed will result in a squarer cut.