l Using manual data input (MDI) commands
l Jogging
l Running a program with G01, G02, or G03 commands
The feed rate override function does not affect G00 (rapid)
commands. It's ignored if:
l The program is running a spindle-synchronized move
l An M48 (disable feed and speed overrides) command is
used
To indicate lack of motion or unusual levels, the slider turns
yellow when it's either at 0% or above 100%.
The Feed Rate Override slider and Feed 100% button work
similarly to the spindle override controls. They affect the
commanded feed rate by a percentage from 1-200%. The feed
rate override works for MDI, jogging, and G-code program
G01/G02/G03 moves. The override has no effect on G00
(rapid) moves.
7.5.3 Use M01 Break Mode
Select M01 Break.
Figure 7-78: M01 Break button.
For more information on using M01 break mode, see "About
M01 Break" (below).
About M01 Break
When the M01 break mode is active, the M01 Break button's
light is on. When the M01 break mode is inactive, the M01
Break button's light is off.
M01 break mode enables any M01 (optional stop) commands
that are programmed in the G-code file. You can turn M01
break mode on or off either before starting a program or while
a program is running.
l
When M01 Break is Active Machine motion stops
after PathPilot reaches an M01 command, and the Cycle
Start button flashes. For information, see "About Cycle
Start" (page134).
l
When M01 Break is Inactive PathPilot ignores all
programmed M01 commands.
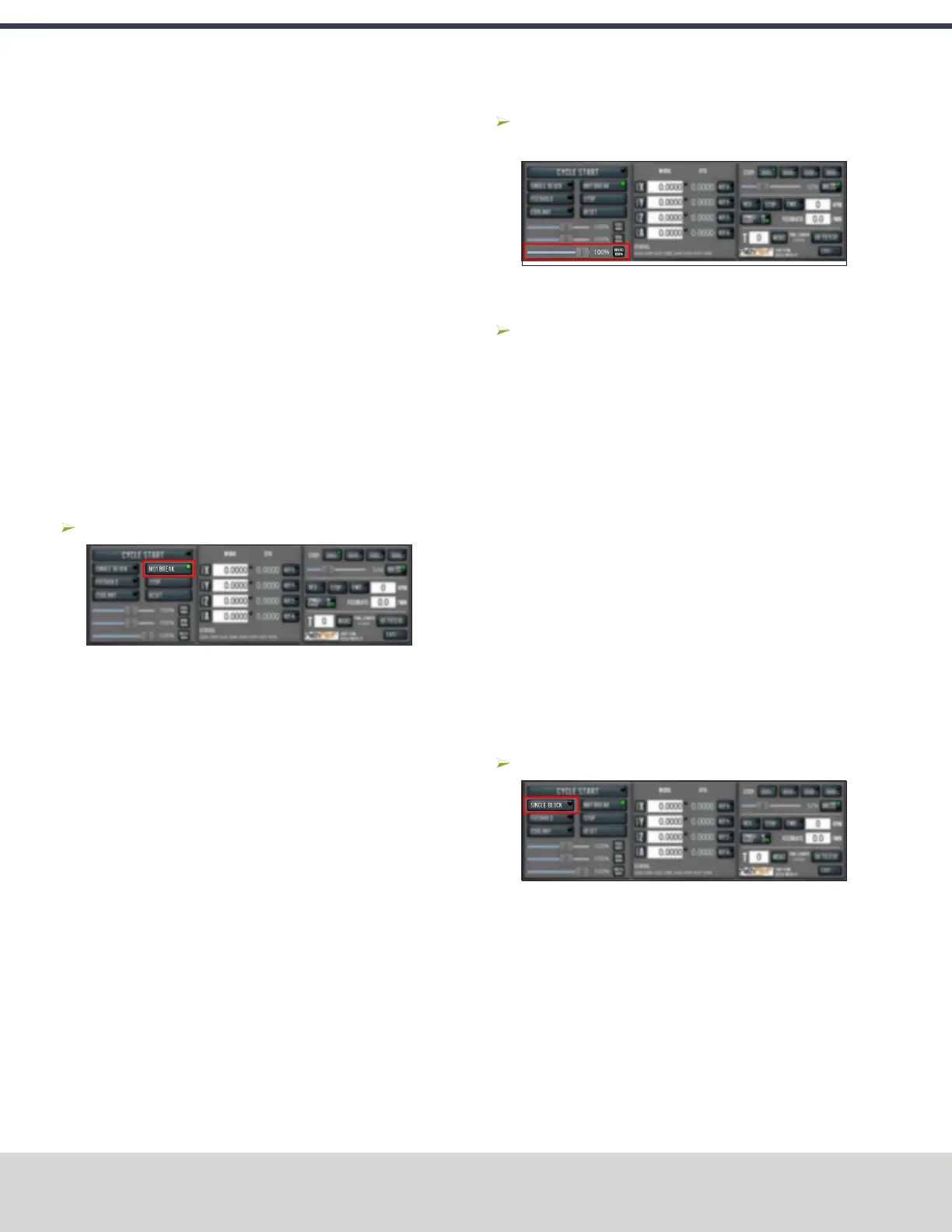
7.5.4 Use the Maxvel Override Function
To use the maxvel override function:
Using the Maxvel Override slider, change the maximum
velocity by a specified percentage.
Figure 7-79: Maxvel Override slider.
To remove the maxvel override function:
Select Maxvel 100%.
For more information on using the maxvel override function,
see "About Maxvel Override" (below).
About Maxvel Override
The maxvel override function affects G00 and G01 commands,
and it's useful for:
l
Running a Program for the First Time Drag the
Maxvel Override slider to 0% to verify that all DRO fields
look appropriate.
l
Safety If you're running a spindle-synchronized move, a
maxvel override isn't ignored.
Verify that the maxvel override value allows the machine
to use the programmed feed rate during spindle-
synchronized moves. If it can't, the spindle-synchronized
move won't produce the results you want.
To indicate lack of motion or unusual levels, the slider turns
yellow when it's either at 0% or above 100%.
7.5.5 Use Single Block Mode
Select Single Block.
Figure 7-80: Single Block button.
For more information on using single block mode, see "About
Single Block" (below).
About Single Block
While single block mode is active, the Single Block button's
light is on.
Single block mode runs one line of G-code at a time. After
each line, motion is paused, and the Cycle Start button flashes.
For information, see "About Cycle Start" (page134).
©Tormach® 2020
Specifications subject to change without notice.
Page 136 Tormach 1100MX Operator's Manual (Version 0720A)
For the most recent version, see tormach.com/support
7: PATHPILOT TOOLS AND FEATURES