12: TROUBLESHOOTING
©Tormach® 2020
Specifications subject to change without notice.
Page 222 Tormach 1100MX Operator's Manual (Version 0720A)
For the most recent version, see tormach.com/support
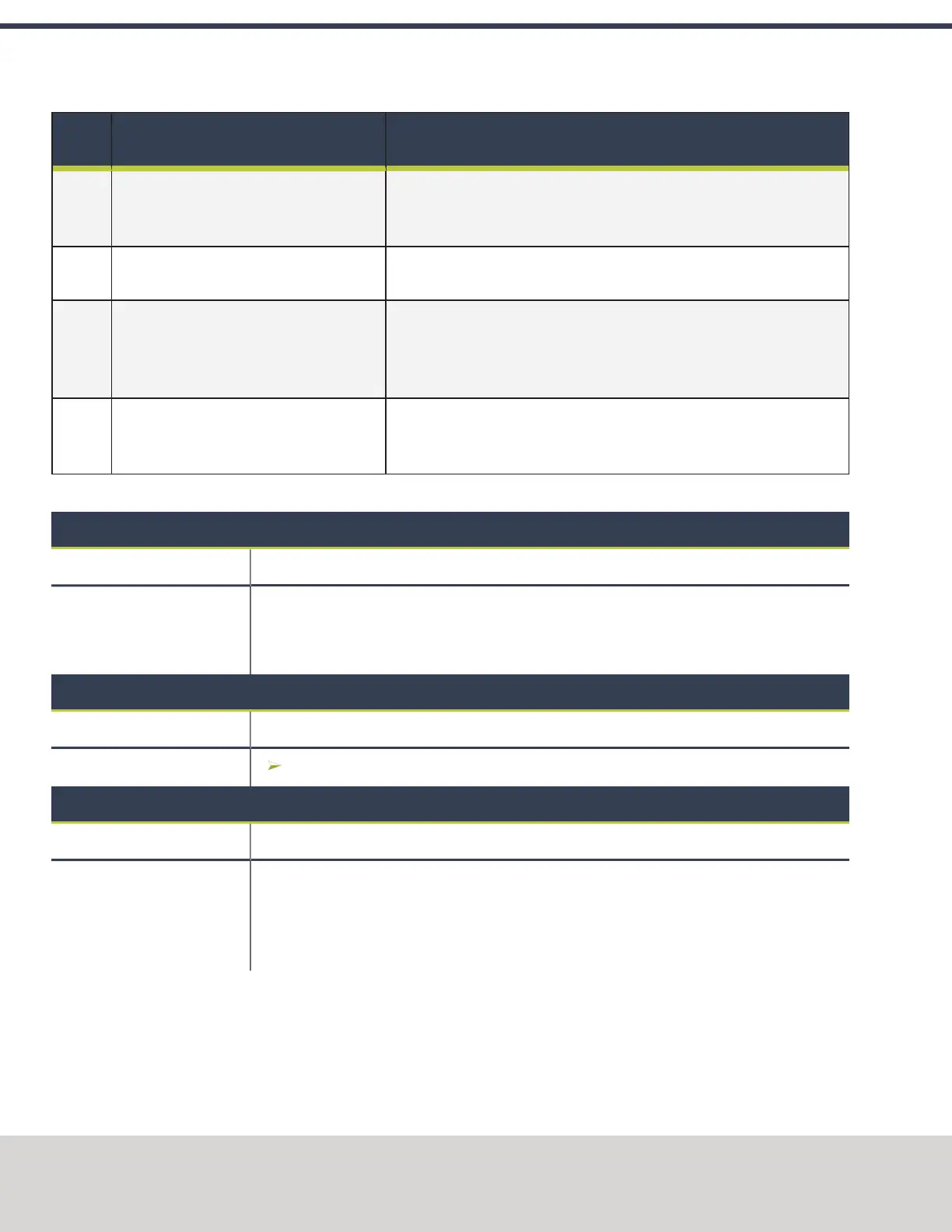
Trip
Code
Condition Likely Cause
It.AC I
2
t (power) on VFD output current (used to
protect motor).
You are working the spindle motor too hard. Ensure that the spindle is not
jammed or sticking. Consider running the spindle motor at half speed for 10
minutes with no load to cool the motor down.
Oht.C VFD is working too hard and stops to cool
power electronics down to prevent failure.
Spindle motor working too hard. Stop running the spindle but leave the VFD
power on and let the power electronics cool down.
Oht.I Heat sink temperature is too high because
the VFD is working too hard and stops to cool
power electronics down to prevent failure.
Cabinet may also be too hot.
Spindle motor working too hard or it is too hot in work location. Stop running
the spindle but leave the VFD power on and let the power electronics cool
down. Check to see if the fan on the VFD is running and check filters on the
cabinet. Cool work location down if required.
HF01
through
HF23
Cooling fan is not cooling. Failed drive.
12.9.2 Machining Operations are Loud ("Chattery")
Cause: Inappropriate cutting parameters or CAMsettings.
Probability How-To Steps
High
1. Verify that you're using the correct cutting parameters: use the feed rate and spindle overrides
to adjust cutting parameters during operation.
2. Confirm that tool offsets are correct.
Cause:Worn or broken cutting tools.
Probability How-To Steps
High
Inspect for worn or broken cutting tools, and replace as necessary.
Cause: Swarf in the spindle or on the tool holder's shank.
Probability How-To Steps
Medium
1. Inspect inside the spindle and on the tool holder's shank for swarf. If necessary, clean the
components.
2. Verify that the spindle and tool holder's contact surfaces are clean, dry, and free of grease or
oil.