ADT-HC4500 Flame/Plasma Cutting Machine CNC System
- 42 -
[X-], [Y+], [Y-], the respective axis performs continuous motion; when you release [X+], [X-], [Y+], [Y-],
the system will decelerate and stop motion.
1.2.2.2 Breaking point
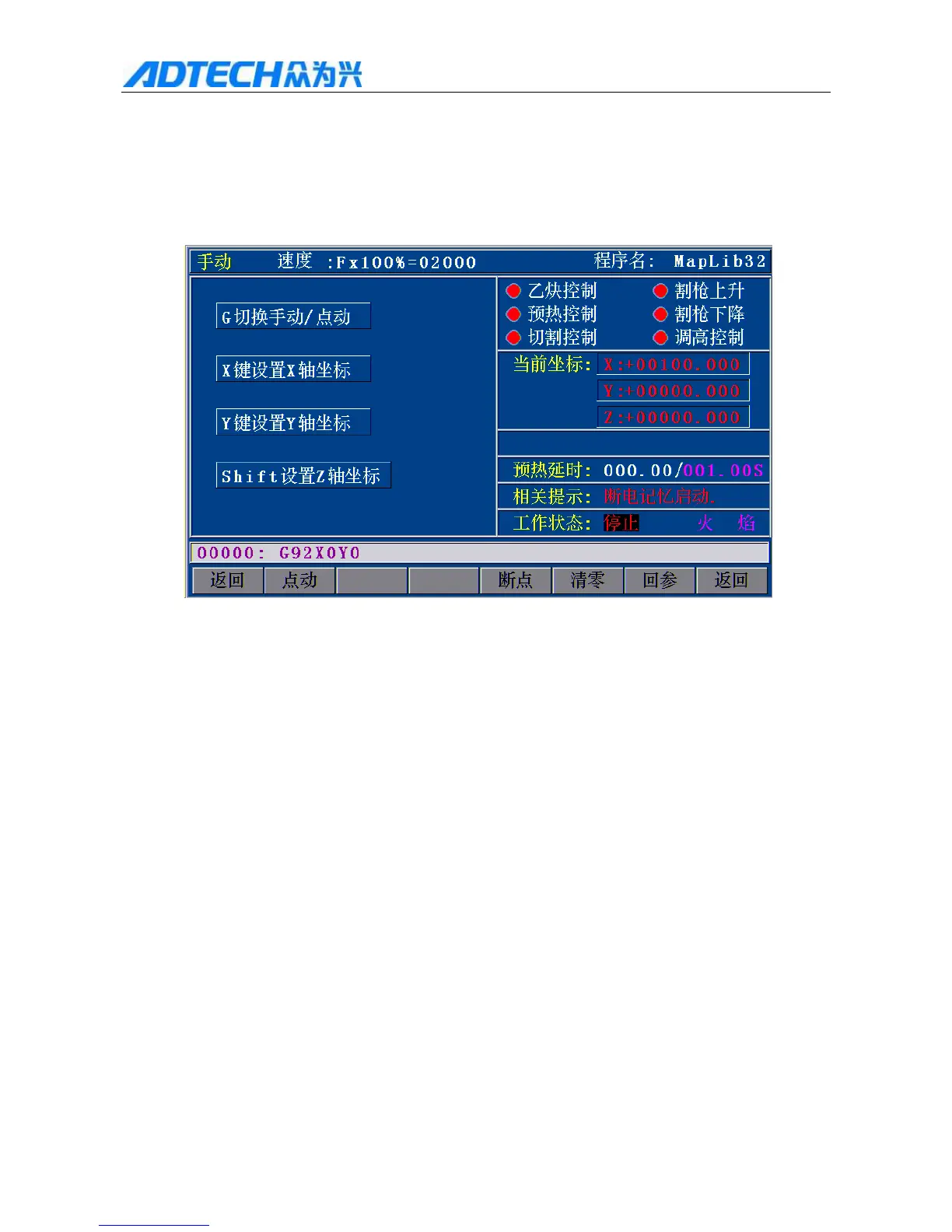
Manual / Speed: / Program name:
G / G: switch Manual/Jog Ethyne control / Torch up
X X X: Set coordinates of X axis Preheating control / Torch
down
Y Y Y: Set coordinates of Y axis Cutting Control /
Height control
Shift Z Shift: Set coordinates of Z axis Current coordinates:
Preheating delay:
Prompt: Start from power failure memory
Working state: Stopped / Flame
Return / Jog / Break point / Clear / Return reference / Return
Fig. 3.1.2.2.2 Break Point Interface
It has the same function as [F6] (Break point) in Auto interface. Please refer to Section 1.2.7 Break point in this
chapter.