3.5.4 Fitting crankshaft
NOTE: Bearing shells must never be reamed or machined in any other way. Do not file the sides of the
bearing caps either.
Procedure
1.
Clean the oilways, bearing shells and bearing locations.
2.
Check that the crankshaft is clean.
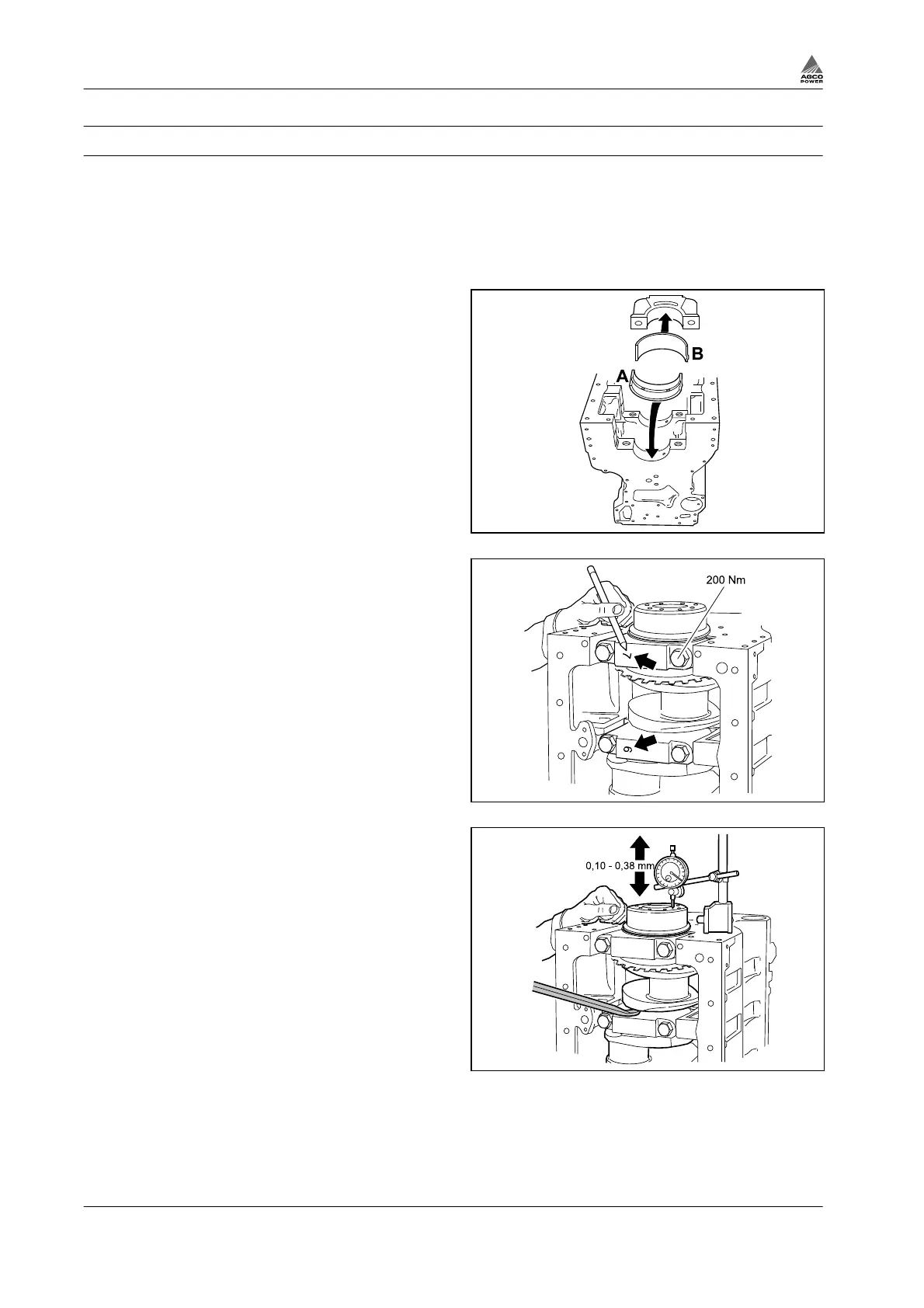
3.
Assemble the bearing with oil holes/groove
(A) to the cylinder block and the bearing with
no hole (B) to the bearing cap.
a) Make sure that the bearing shell clamping
claws fit into their notches.
b) Make also sure that the shells to be fitted
in the cylinder block have a hole
coinciding with the oil port.
4.
Lubricate the bearing surfaces and fit the
crankshaft.
5.
Fit the crankshaft thrust bearings with the
lubricating grooves facing the crankshaft.
Fig. 41
6.
Fit the main bearing caps according to their
numbering.
Bearing lock in the block and in the cap are
on the same side.
The rear thrust bearings are supplied with
guide lugs.
7.
Lubricate the bolts and tighten them to 200
Nm.
Fig. 42
8.
Check that the crankshaft can rotate without
binding.
9.
Check the end float using a dial gauge.
The correct end float is 0.10 - 0.38 mm.
10.
Fit oversize thrust bearings, if the end float is
too large.
Fig. 43
3. Maintenance
3-28 4th Generation Engines
8370 79492