3.3.4 Changing valve guides
Procedure
1.
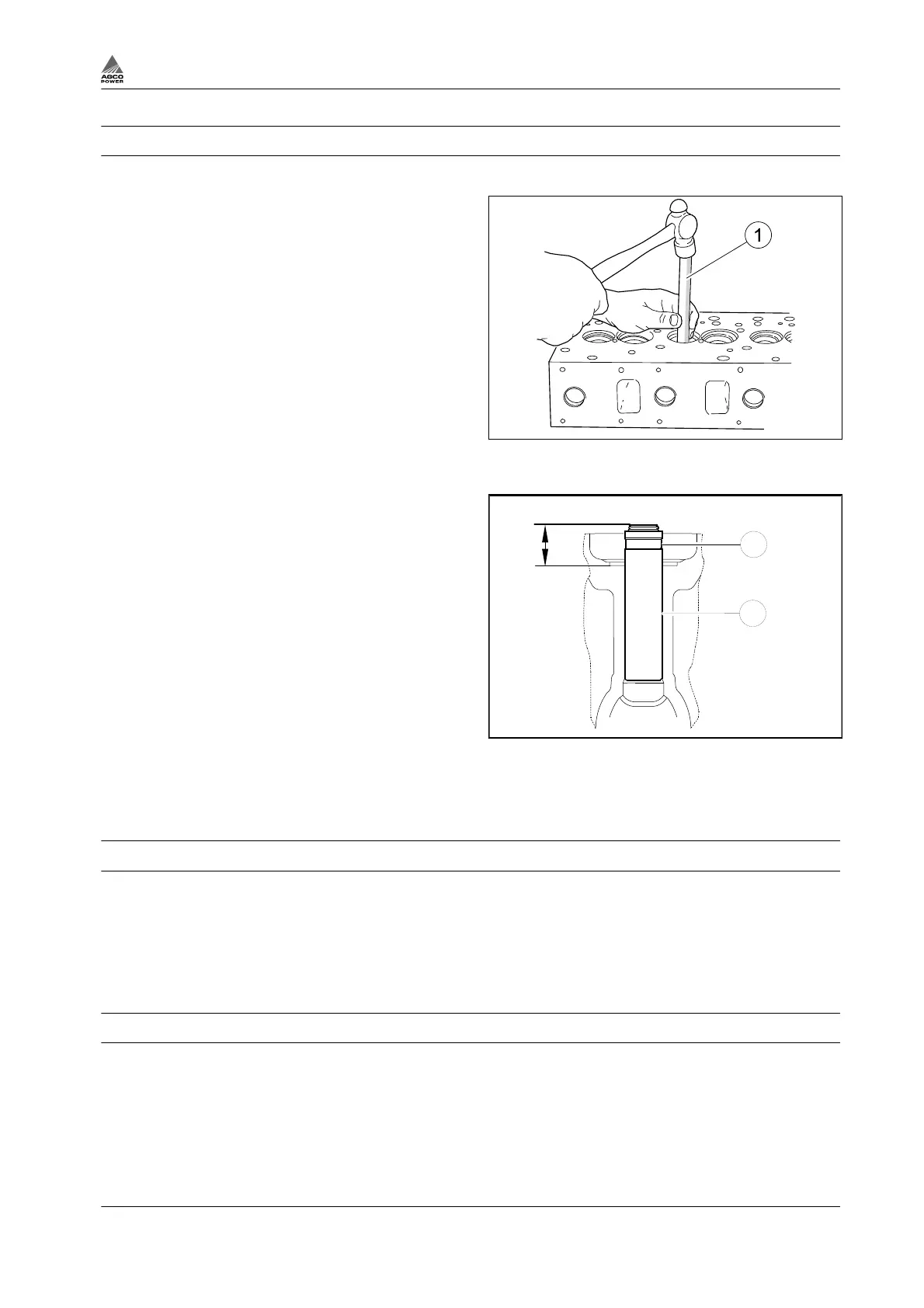
Press or knock out the old valve guides using
drift 9120 85300.
2.
Clean the valve guide locations.
Fig. 21
(1) Drift 9120 85300
3.
Lubricate the outside of the new valve
guides.
4.
Fit the valve guides using drift 9120 85000.
The drift makes sure the correct fitting height
(13 mm over the spring face).
The valve guides are the same for the inlet
and exhaust valves.
5.
Make sure that the sharp chamfer on the
guide faces the valve head.
6.
Check that the valves are moving freely in
the guides.
1
2
H
Fig. 22
(1) Valve stem gasket
(2) Valve guide
(H) 13 mm
3.3.5 Machining valve seat
Procedure
1.
Machine the damaged valve seat with milling cutter kit 8370 62635.
2.
If the width of the seat exceeds 2.0 mm in the exhaust and 2.2 mm in the intake, it should be
reduced primarily at the outer edge. The valve seat angle is 45°+20’ for the exhaust valve and 35°
+20’ for the inlet valve.
3.3.6 Changing valve seat rings
All valves are fitted with separate valve seat rings. If the sealing surface is damaged so badly that it cannot
be repaired with machining, the seat ring must be changed.
Procedure
1.
Grind the valve head on a discarded valve so that it sits down in the valve seat ring.
2.
Fit the valve and weld the valve in position in the valve seat ring.
3.
Cool with water.
3. Maintenance
4th Generation Engines 3-17
8370 79492