TORCH DATA 100i-400i 178 Manual 0560956430
Mild Steel
Flow Rates (SLPM / SCFH)
300A XTL
O₂ Air
Preow - / - 194 / 412
O₂ Plasma / Air Shield
Culow 27 / 58 160 / 340
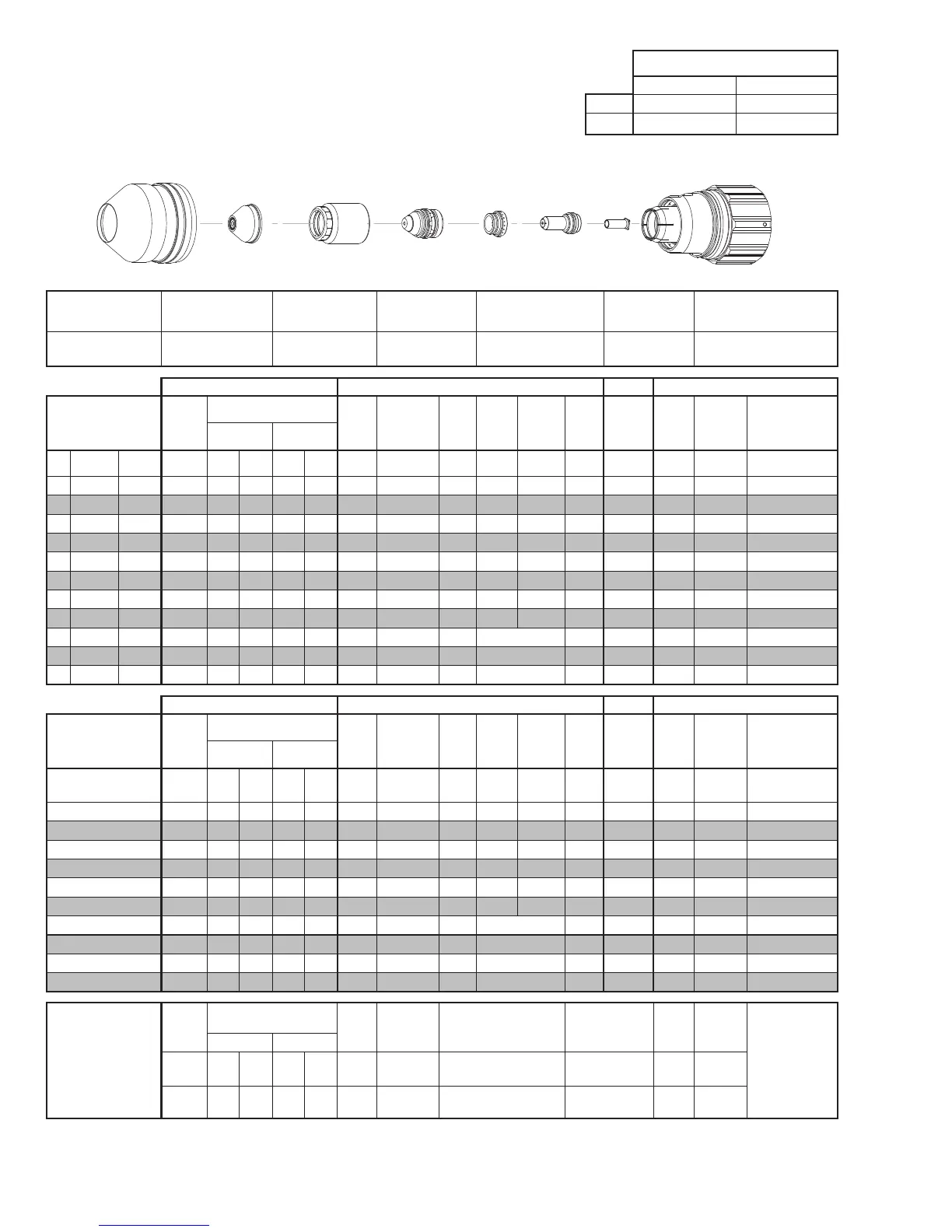
Shield Cup Shield Cap
Shield Gas
Distributor
Tip Plasma Gas Distributor
Electrode /
Tube
Cartridge
0559211401 0559210048 0559210074 0559210028 0559210062
0559210006
9-7921
0559211400
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage
Cut Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (O₂) Shield (Air)
ga (in) inch (psi) Ball (psi) Ball (psi) (Volts) (in) ±0.005 (sec) (in) (in) (sec) (in) (ipm) (sec) (in)
- 1/2 0.500 20 100 100 NA 100 159 0.200 0.3 0.400 0.200 0.5 0.450 140 0.2 0.149
- 5/8 0.625 20 100 100 NA 100 161 0.200 0.4 0.400 0.200 0.5 0.450 115 0.3 0.179
- 3/4 0.750 20 100 100 NA 100 158 0.200 0.6 0.400 0.200 0.5 0.450 100 0.4 0.185
- 7/8 0.875 20 100 100 NA 100 161 0.200 0.8 0.400 0.200 0.5 0.450 85 0.6 0.182
- 1 1.000 20 100 100 NA 100 164 0.200 1.1 0.400 0.250 0.5 0.450 70 0.9 0.183
- 1 1/4 1.250 20 100 100 NA 100 164 0.200 1.5 0.400 0.300 0.5 0.500 50 1.2 0.193
- 1 1/2 1.500 20 100 100 NA 100 175 0.200 2.9 0.400 0.350 0.5 0.500 35 2.7 0.208
- 1 3/4 1.750 20 100 100 NA 100 179 0.200 5.3 0.400 0.400 0.5 Edge 25 5.2 0.250
- 2 2.000 20 100 100 NA 100 182 0.200 1.0 Edge Start 0.5 Edge 18 1.0 0.245
- 2 1/2 2.500 20 100 100 NA 100 201 0.200 1.0 Edge Start 0.5 Edge 10 1.0 0.416
- 3 3.000 20 100 100 NA 100 215 0.200 1.0 Edge Start 0.5 Edge 7 1.0 0.500
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Material
Thickness
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Arc
Voltage
Cut Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (O₂) Shield (Air)
(mm) (Bar) Ball (Bar) Ball (Bar) (Volts) (mm) ±0.1 (sec) (mm) (mm) (sec) (mm)
(mm/
min)
(sec) (mm)
12 1.4 100 6.9 NA 6.9 159 5.1 0.3 10.2 5.1 0.5 11.4 3700 0.2 3.6
15 1.4 100 6.9 NA 6.9 160 5.1 0.4 10.2 5.1 0.5 11.4 3100 0.3 4.3
20 1.4 100 6.9 NA 6.9 159 5.1 0.7 10.2 5.1 0.5 11.4 2430 0.5 4.7
25 1.4 100 6.9 NA 6.9 164 5.1 1.1 10.2 6.2 0.5 11.4 1830 0.9 4.6
30 1.4 100 6.9 NA 6.9 164 5.1 1.4 10.2 7.3 0.5 12.4 1410 1.1 4.8
35 1.4 100 6.9 NA 6.9 170 5.1 2.2 10.2 8.3 0.5 12.7 1080 2.0 5.1
40 1.4 100 6.9 NA 6.9 176 5.1 3.6 10.2 0.5 Edge 810 3.4 5.6
50 1.4 100 6.9 NA 6.9 181 5.1 1.0 Edge Start 0.5 Edge 470 1.0 5.9
60 1.4 100 6.9 NA 6.9 196 5.1 1.0 Edge Start 0.5 Edge 310 1.0 9.4
70 1.4 100 6.9 NA 6.9 208 5.1 1.0 Edge Start 0.5 Edge 220 1.0 11.7
Marking
Pre Flow
Pressure
(N₂)
Marking Flow Rates /
Pressures
Arc
Voltage
Marking
Height
Pierce Ignion Height
THC and CNC
Delay
Control
Delay
Travel
Speed
Marking quality
degrades as
thickness
decreases.
30A Arc Current
Plasma (N₂) Shield (N₂)
(psi) /
(Bar)
Ball
(psi) /
(Bar)
Ball
(psi) /
(Bar)
(Volts)
(in) ±0.005 /
(mm) ±0.1
(in) ±0.005 / (mm) ±0.1 (sec) (sec)
(ipm) /
(mm/ min)
15 / 1.0 80
60 /
4.1
NA
90 /
6.2
158 0.120 / 3.0 0.120 / 3.0 0 0.5 300 / 7620
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only.
Use CCM 4.5.0 or later and Electronic Cut Chart 2.4.0 or later
This Art Is For Reference Only
Art# A-10270_AB
Shield Cup
Shield Cap
Shield Gas
Distributor
Tip
Gas
Distributor
Electrode
Tube
Cartridge Assembly