Manual 0560956430 185 TORCH DATA 100i-400i
Mild Steel
Flow Rates (SLPM / SCFH)
250A Bevel Cut
O₂ Air
Preow
- / - 160 / 339
O₂ Plasma / Air Shield
Culow
36 / 76 132 / 279
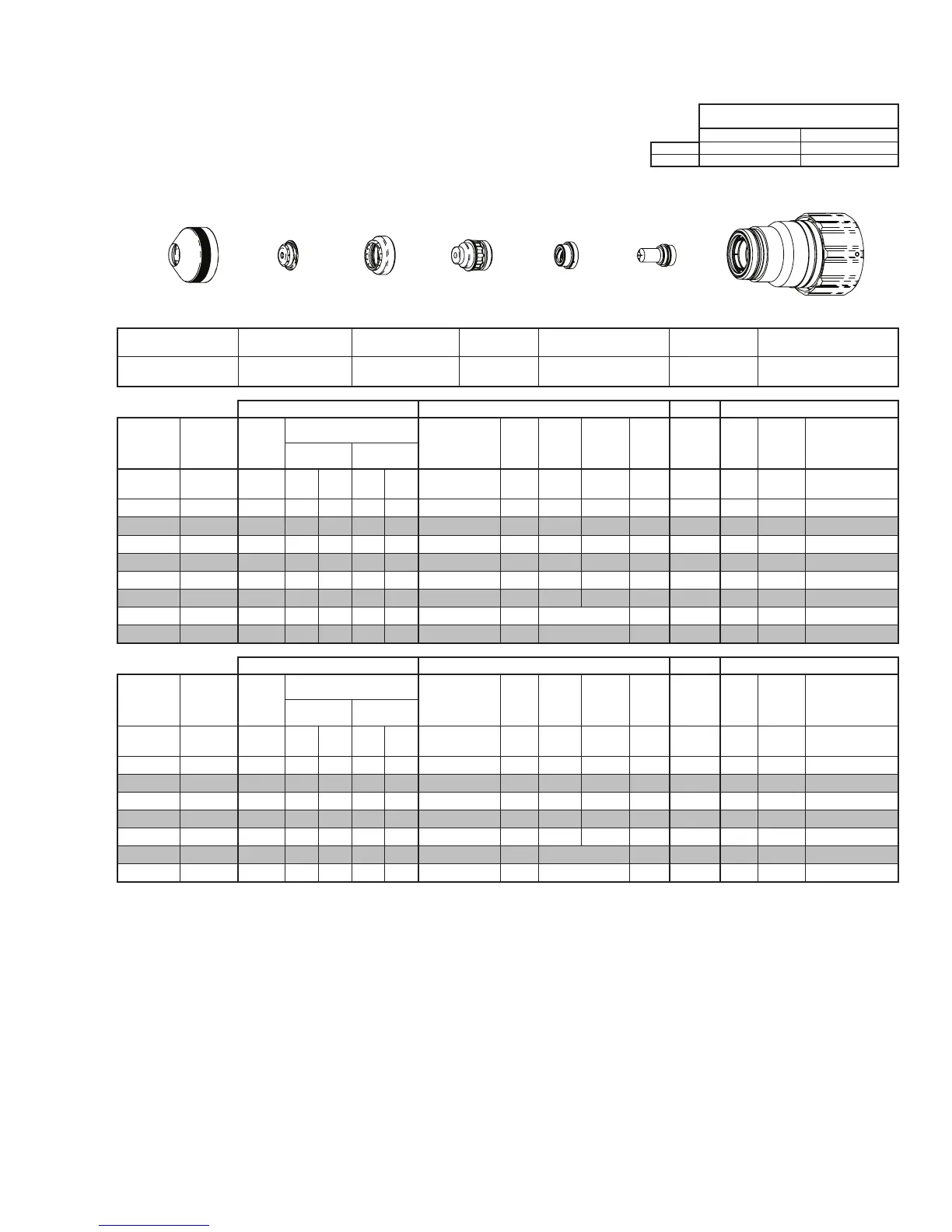
Cartridge
Electrode
Shield
Shield Gas
Distributor
Tip
Plasma Gas
Distributor
Shield Retainer
Art # A-07917_AC
This Art Is For Reference ONLY
Shield Retainer Shield Cap
Shield Gas
Distributor
Tip Plasma Gas Distributor Electrode Cartridge
0559211210 0559210047 0559210073 0559210027 0559210062 0559210005 0559211300
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Eecve
Material
Thickness
Min.
Clearance
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Eecve Cut
Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (O₂) Shield (Air)
inch (in) (psi) Ball (psi) Ball (psi) (in) (sec) (in) (in) (sec) (in) (ipm) (sec) (in)
0.625 0.080 15 100 100 NA 100 0.170 - 0.360 0.7 0.300 0.250 0.5 0.400 115 0.6 0.167
0.750 0.080 15 100 100 NA 100 0.180 - 0.360 1.0 0.350 0.300 0.5 0.450 90 0.8 0.171
0.875 0.080 15 100 100 NA 100 0.190 - 0.360 1.4 0.350 0.300 0.5 0.450 70 1.0 0.170
1.000 0.080 15 100 100 NA 90 0.200 - 0.360 1.9 0.400 0.300 0.5 0.500 60 1.4 0.181
1.250 0.080 15 100 100 NA 100 0.200 - 0.360 2.5 0.400 0.300 0.5 0.500 43 1.8 0.191
1.500 0.080 15 100 100 NA 100 0.200 - 0.360 4.2 0.400 0.350 0.5 0.550 33 3.2 0.197
1.750 0.080 15 100 100 NA 100 0.200 - 0.360 1.0 Edge Start 0.5 Edge 23 1.0 0.197
2.000 0.080 15 100 100 NA 100 0.200 - 0.360 1.0 Edge Start 0.5 Edge 15 1.0 0.197
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Eecve
Material
Thickness
Min.
Clearance
Pre Flow
Pressure
(Air)
Cut Flow Rates / Pressures
Eecve Cut
Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (O₂) Shield (Air)
(mm) (mm) (Bar) Ball (Bar) Ball (Bar) (mm) (sec) (mm) (mm) (sec) (mm)
(mm/
min)
(sec) (mm)
15 2.0 1.0 100 6.9 NA 6.9 4.2 - 9.1 0.6 7.3 6.0 0.5 9.8 3100 0.5 4.2
20 2.0 1.0 100 6.9 NA 6.9 4.6 - 9.1 1.1 8.9 7.6 0.5 11.4 2130 0.9 4.3
25 2.0 1.0 100 6.9 NA 6.3 5 - 9.1 1.8 10.0 7.6 0.5 12.5 1560 1.3 4.6
30 2.0 1.0 100 6.9 NA 6.7 5.1 - 9.1 2.3 10.2 7.6 0.5 12.7 1210 1.7 4.8
35 2.0 1.0 100 6.9 NA 6.9 5.1 - 9.1 3.4 10.2 8.3 0.5 13.4 960 2.5 4.9
40 2.0 1.0 100 6.9 NA 6.9 5.1 - 9.1 1.0 Edge Start 0.5 Edge 710 1.0 5.0
50 2.0 1.0 100 6.9 NA 6.9 5.1 - 9.1 1.0 Edge Start 0.5 Edge 410 1.0 5.0
BOLD TYPE indicates maximum piercing parameters. BOLD ITALIC indicates edge starts only.
8.06 Robotic and Bevel Cutting 250 - 300 Amp