-- 2 5 --
bi09d1e2
5.2.9 Background time
Time for background current, which, along with the time for pulse current, gives the
pulse period.
-- Background time is set in the weld data setting menu.
Only applies for TIG welding with pulse.
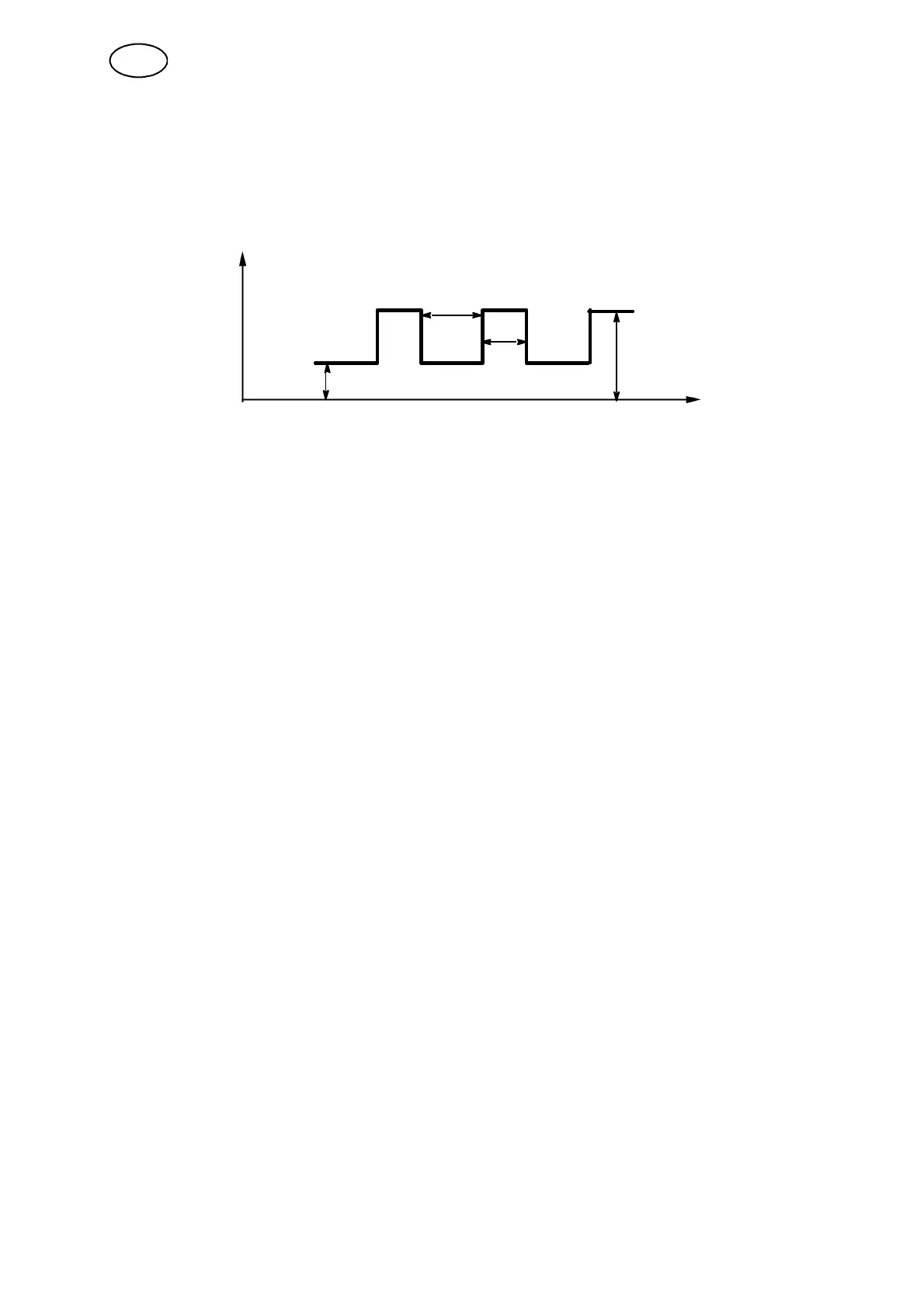
Current
Background time
Background current Pulse current
Pulse time
Time
TIG welding with pulsing.
5.2.10 Slope up
The slope up function means that, when the TIG arc strikes, the current rises slowly
to the set value. This provides ‘gentler’ heating of the electrode, and gives the welder
a chance to position the electrode properly before the current has reached the preset
value.
-- Slope up is set in the weld data setting menu.
5.2.11 Slope down
TIG welding uses slope down, by which the current falls ‘slowly’ over a controlled
time, to avoid craters and/or cracks when a weld is finished.
-- Slope down is set in the weld data setting menu.
5.2.12 Gas pre--flow
Gas pre--flow controls the time during which shielding gas flows before the arc is
struck.
-- G a s p r e -- f l o w i s s e t i n t h e weld data setting menu.
5.2.13 Gas post--flow
Gas post--flow controls the time during which shielding gas flows after the arc is
extinguished.
-- Gas post--flow is set in the weld data setting menu.
5.2.14 Limits
In limits you can choose a limit number. For settings, see chapter 17 ”Configuring
limits”.
-- Limits are enabled in the weld data setting menu.
GB