-- 5 0 --
bi09d1e2
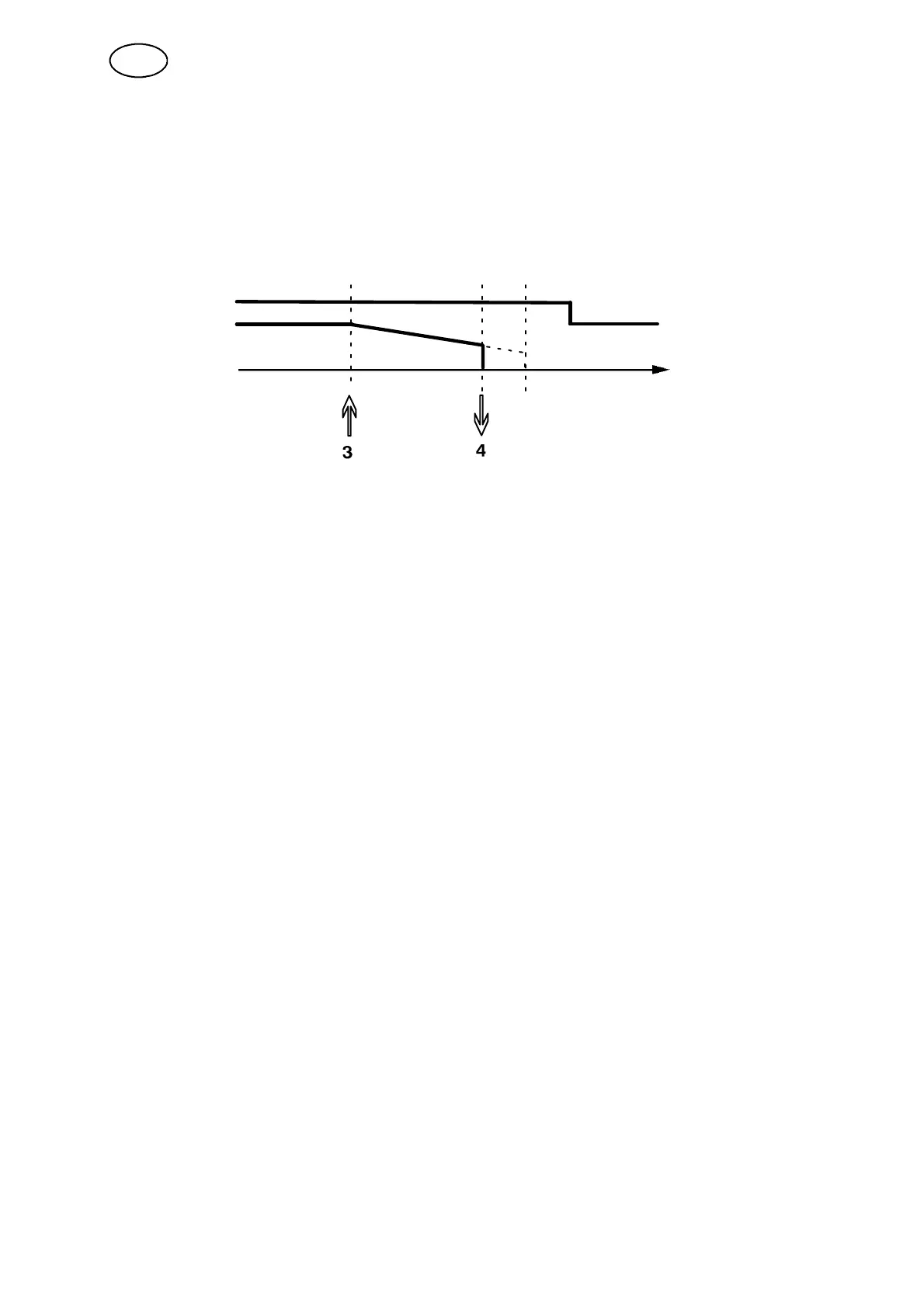
4--stroke stop mode
1 Time controlled crater filling with the possibility of extending this, see the chapter
12.3.1 ”4--stroke”
2 Trigger--controlled crater fill time
Gas flow
Wire feed
Welding ----------Crater filling--------
Press in the trigger ( 3), crater filling starts and expires. If the tr igger is released (4)
during crater fill time (crater fill time reduced) the welding stops.
12.4 MMA defaults
Main menu ----> Auxiliary function menu ----> Configuration menu ----> MMA
defaults
12.4.1 Hot start amplitude
Setting that defines how much current there is for ”hot start”. Stronger workpieces or
certain electrodes require a higher ”hot start” amplitude.
12.4.2 Hot start du ration
Hot start increases the weld current for an adjustable time at the start of welding,
thus reducing the risk of poor fusion at the beginning of the joint.
12.4.3 Droplet welding
In droplet welding, the arc is struck and extinguished in order to achieve better
control over the heat supply. The electrode only needs to be raised slightly to
extinguish the arc. The start process is optimised for starting on hot material.
GB