74
Parameters for
welding energy
Parameters for
start point
(continued)
6. RETURN TRAVEL
► NO
► WITH BACK TRAVEL
Afterweldingnishes,theorbitalweldinggunmovesbacktothestartposition
► ES-360
forclosedweldinggunswithnoexternalwirefeeding.Afterweldingnishes,
the orbital welding gun moves back to the limit switch.
► X-360
Afterweldingnishes,theorbitalweldingguntakestheshortestpathtothe
start and sets the angle for the travel path to zero
► SET ZERO
The point where welding stops is where the angle for the travel path is set to
zero, producing the start point for the next weld sequence.
7. Use button „ENERGY“ to call up the parameters for welding energy.
IMPORTANT! For more detailed information, please see the following section
„Parameters for welding energy“.
8. Press the “BACK” button to return to the parameters for the waveform
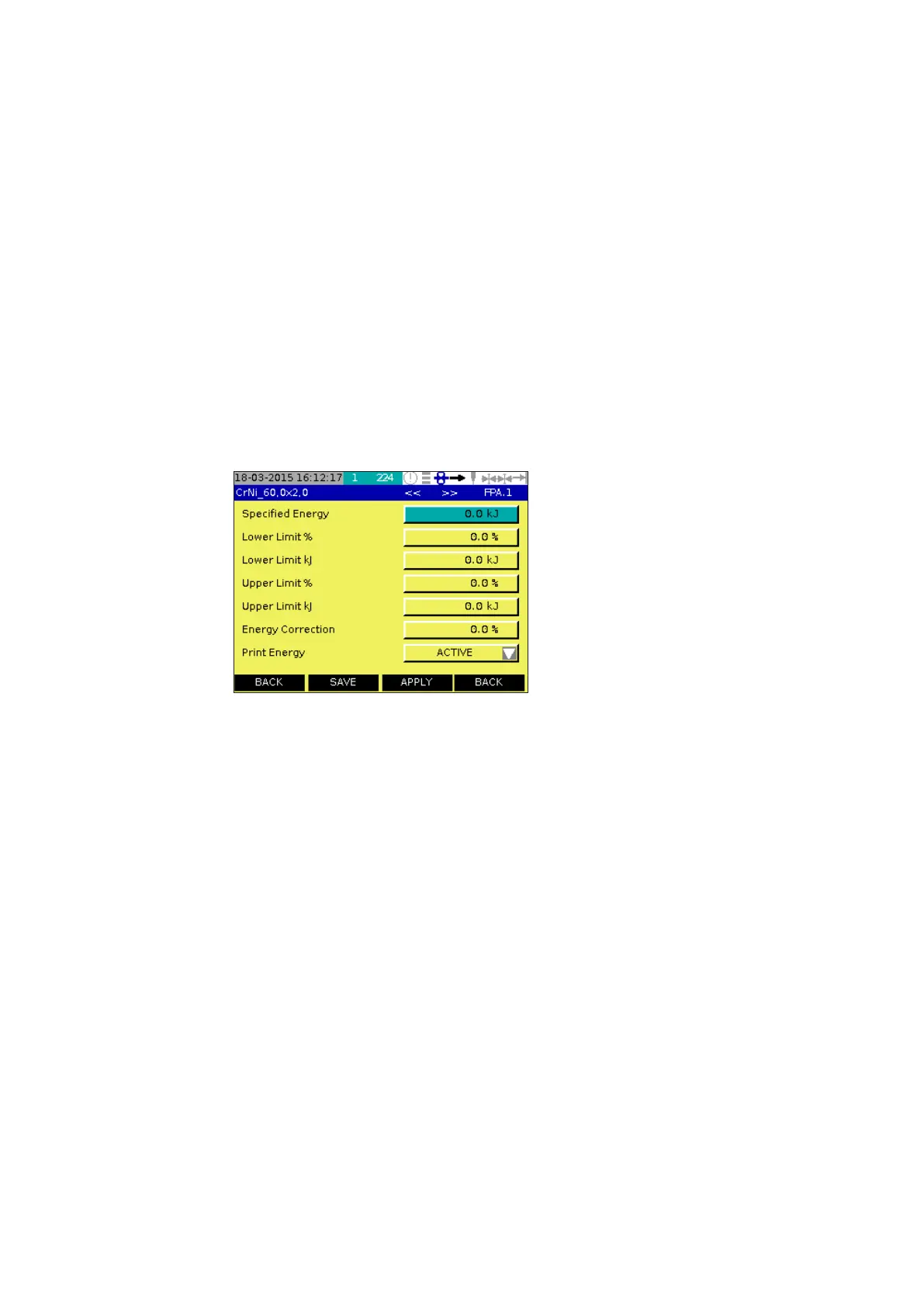
4. Upper limit %
forspecifyingtheupperlimitasapercentageofthesetvalue(Speciedenergy).
Settingrange:0-30%
5. Upper limit kJ
forspecifyingtheupperlimitaskilojoule[kJ]ofthesetvalue(Speciedenergy).
6. Energy Correction
correctionfactorforweldingengergyinputin[%].
Application example:
EnteredEnergycorrection:-10%
Internalmeasuredenergy:100kJ
Measurementresult:90kJ
7. Print energy:
- inactive parameter and actual value printout without welding energy
parameters
- active parameter and actual value printout with welding energy parameters
8. Use the „BACK“ button to return to the start point parameters.
Provide the following information:
1. Specied energy
for entering the set value, from
which the limits are calculated.
Entering„0“deactivatestheenergy
analysis.
2. Lower limit %
for specifying the
lower limit as a percentage of the
setvalue(Speciedenergy).
Settingrange:0-30%
3. Lower limit kJ
for specifying the lower limit in [kJ].
 Loading...
Loading...



