76
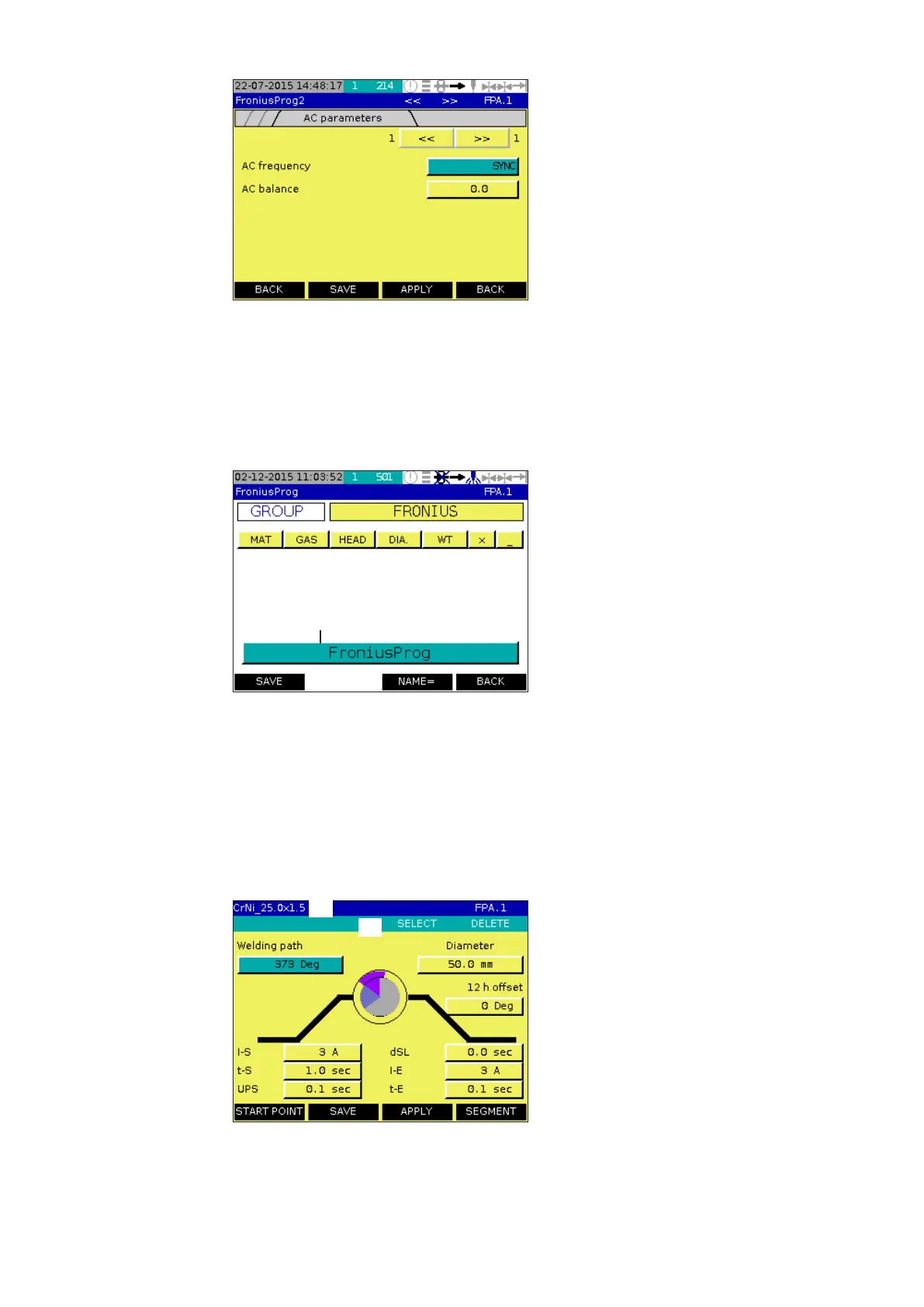
Parameters for
AC welding
Provide the following information:
1. AC Frequency [Hz]
SYNC for mains synchronisation of
two power sources for simultaneous
AC welding
2. AC Balance
-5: highest fusing power, lowest
cleaning action
+5: highest cleaning action, lowest
fusing power
3. Use the „POWER“ button to call up the settings for the main current again
Use the „BACK“ button to return to the parameters for the waveform
4. In one of the two named windows, use the „SAVE“ button to call up the
„Saving parameters“ window
Enter a name to save the previously
selected parameters as a welding
program.
► After touching the “NAME=””” button,
the buttons arranged above enable
a name to be entered from individual
items of process data.
Saving
parameters
Success programs
IMPORTANT! Selecting the bar (9) displays a keyboard that you can use to enter a
name for the program, as well as for deleting or editing the text.
(a)
A successor program is a welding program that is linked to the original welding program.
All welding programs must originate from the same group. Programs from different
groups cannot be nested. By the same token, program links are lost when programs are
saved in a new group.
Procedure:
Starting from the currently displayed
welding program (a), further programs
can be selected and linked using the
„SELECT“ (b) button.
(a)
(b)
 Loading...
Loading...



