OperatiOn
4-84 HPR400XD Auto Gas – 806160
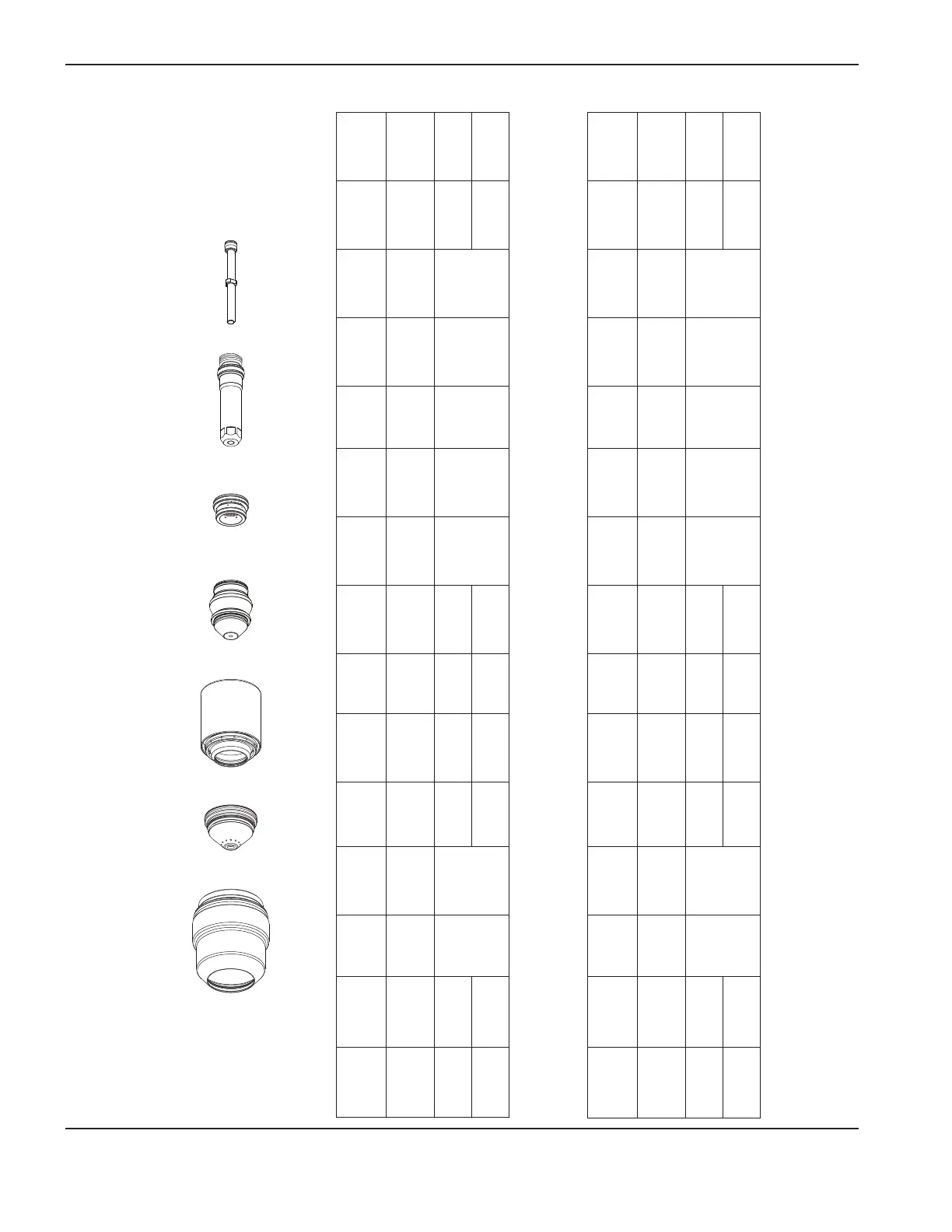
Stainless steel – Moving pierce
H35 and N
2
Plasma / N
2
Shield
400 A
220707220637 220709220405220708 220571
Moving pierce (MP) parameters – metric
Moving pierce (MP) parameters – English
Material
Thickness
First
Segment
First
Speed
Second
Segment
Second
Speed
Third
Segment
Third
Speed
Pierce
Delay Time
Transfer
Height
Factor
Moving
Delay
Factor
Pierce
Height
Factor
End Height
Factor
Torch-
to-Work
Distance*
Cut Height
Delay
MP AVC
Delay
mm mm mm/m mm mm/m mm mm/m Seconds
% Cut
Height
% Pierce
Delay
% Cut
Height
% Cut
Height
mm Seconds Seconds
50 19.1
1143 10.6
381 38.1 508 4.8
300 50 500 250 6.4
0.5 5.7
75 25.3 508 63.5 254 8.0 3.0 4.0
220712
Note: *Torch-to-work distance is equivalent to cut height
Material
Thickness
First
Segment
First
Speed
Second
Segment
Second
Speed
Third
Segment
Third
Speed
Pierce
Delay Time
Transfer
Height
Factor
Moving
Delay
Factor
Pierce
Height
Factor
End Height
Factor
Torch-
to-Work
Distance*
Cut Height
Delay
MP AVC
Delay
inch in ipm in ipm in ipm Seconds
% Cut
Height
% Pierce
Delay
% Cut
Height
% Cut
Height
in Seconds Seconds
2.0 0.75
45 0.42
15 1.5 20 4.8
300 50 500 250 0.25
0.5 5.7
3.0 1.00 20 2.5 10 8.0 3.0 4.0

 Loading...
Loading...






