- 101 -
ВводвэксплуатациюHandyTIG180DCControlPro
10.15
Сохранениерабочегозадания
 Установите нужные настройки сварочного аппарата.
 Нажмите и удерживайте не менее 3 секунд кнопку 31
(рабочее задания „1“) или 29 (рабочее задания „2“)
9 В подтверждение соответствующий светодиодный
индикатор 28 или 30 мигнет два раза.
Выборрабочегозадания
 Нажмите кнопку 31 (рабочее задание „1“) или
29(рабочее задание „2“) .
9 В подтверждение выбора желаемого задания начи-
нает светиться соответствующий светодиодный ин-
дикатор 28 или 30.
Выходизрабочегозадания
 Поверните ручку настройки 27 или нажмите на кноп-
ку 25,или 26.
14.4 Вызовдополнительных
параметров
 Одновременно нажмите кнопки „1“ 31 и „2“ 29.
9 На 7-сегментном дисплее /индикаторе состояния
попеременно отображаются код дополнительного
параметра и соответствующее заданное значение
дополнительного параметра.
 Заданное значение можно установить, вращая ручку
настройки 27.
 При нажатии кнопки „1“ 31 и „2“ 29 отображается
предыдущий или последующий дополнительный па-
раметр.
В зависимости от выбранного режима сварки или
функции можно воспользоваться различными до-
полнительными параметрами.
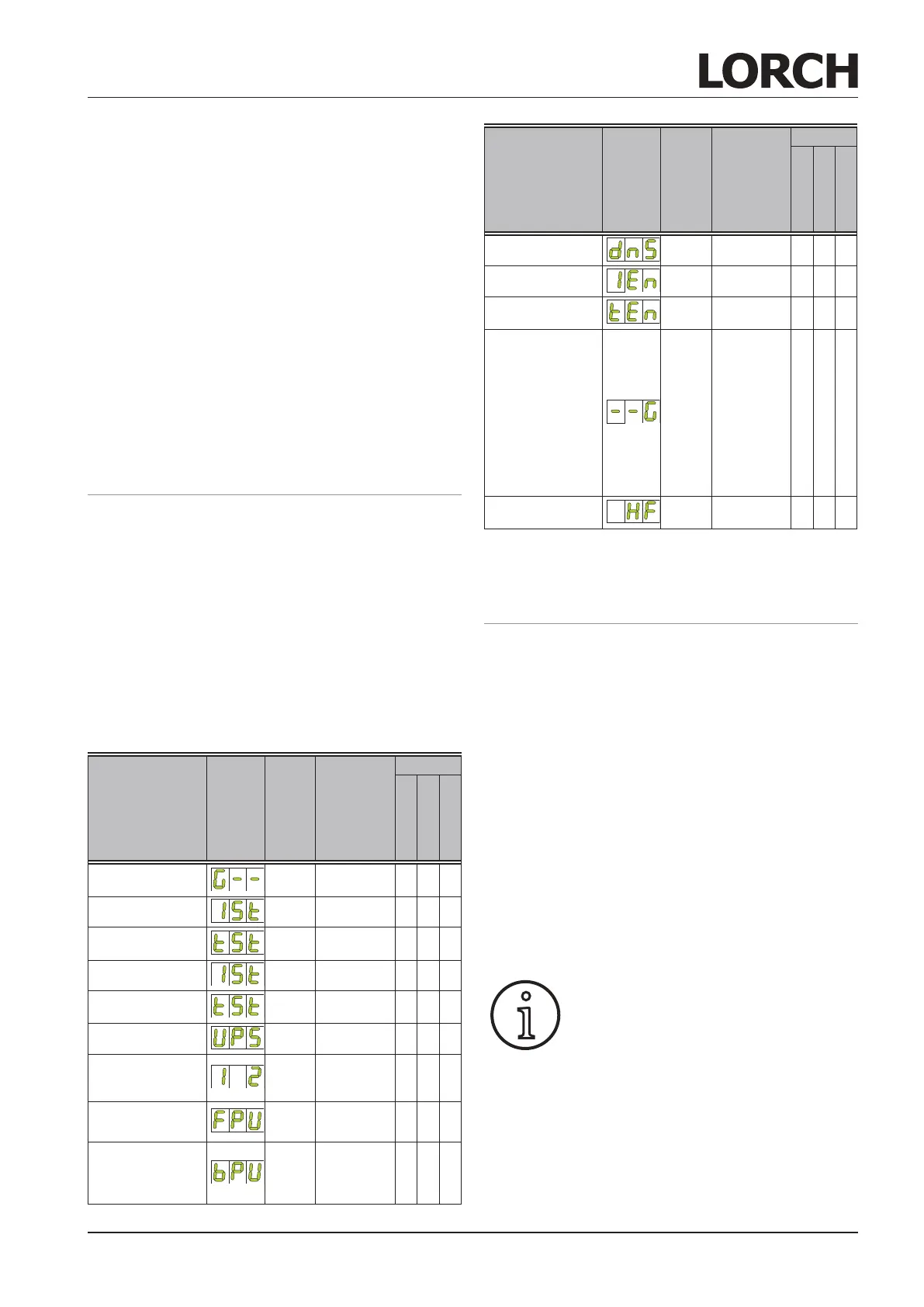
Параметр
Код
Заводские
настройки
Область
значений
Режим
MMA
TIG4такта
TIG2такта
Время предвари-
тельного тока газа
0,1 с 0,1...10 с x x
Стартовый ток
50 % 5...200 % x x
Время стартового
тока
0,1 с 0,0...20 с x
Горячий старт
125 % 5...200 % x
Время горячего
старта
1,0 с 0,0...20 с x
Увеличение тока
5 % 0...99 % x x
Вторичный ток I2
(в % от сварочного
тока I1)
50 % 1...200 % x x x
Частота импульса
5,0 Hz
0,2...500
Гц
x x x
Соотношение им-
пульсного тока и
тока нагрузки (в % от
сварочного тока I1)
50 % 1...99 % x x x
Параметр
Код
Заводские
настройки
Область
значений
Режим
MMA
TIG4такта
TIG2такта
Понижениетока
20 % 0...99 % x x
Ток окончания
25 % 5...200 % x x
Время окончания
тока
0,2 с 0...20 с x
Время продувки
газа после сварки
(в % в зависимости
от сварочного тока)
При 100% :
3 А соответствуют
2 сек.
50 А → 3,5 сек.
100 А → 5,1 сек.
140 А → 6,4 сек.
180 А → 7,7 сек.
100 % 20...500 % x x
ВЧ бесконтактное
зажигание
OFF OFF...On x
Tab. 9: Вспомогательные параметры ControlPro
 Одновременно нажмите кнопки „1“ 31 и „2“ 29, чтобы
выйти из меню дополнительных параметров
14.5 Специальныефункции
Тестгаза,тестпанелиуправления
 Одновременно нажмите кнопки 25 и 26 и удерживай-
те не менее 2 секунд.
9 На 30 секунд газовый вентиль последовательно
включается на всех режимах, на короткое время за-
гораются все индикаторы панели управления и на
7-сегментном дисплее в поле 15 отображается сиг-
нал „GAS“.
Режим тестирования подачи газа и панели управле-
ния можно прервать, нажав кнопку 25.
Версияпрограммногообеспечения
 Одновременно нажмите кнопки 26 и 29 и удерживай-
те не менее 1 секунды.
9 Отображаются версии программного обеспечения
панели управления и материнской платы (например,
dsp 2.3, St. 1.1).
Возвраткпараметрамзавода-изготовителя
Внимание! Все индивидуальные на-
стройки сбрасываются без возможно-
стивосстановления.
Все сварочные и вторичные параметры
возвращаются к заводским настройкам
(функция возврата к параметрам завода-
изготовителя).
 Одновременно нажмите кнопки 25 и 31 и удерживай-
те не менее 5 секунд.
9 В подтверждение на короткое время загорается
7-сегментный дисплей и все индикаторы панели
управления.
i

 Loading...
Loading...




