- 103 -
ВводвэксплуатациюHandyTIG180DCBasicPlus
10.15
Перед включением убедитесь в том,
что электрододержатель или электрод
не соприкасаются со сварочным сто-
лом, деталью и другими проводящими
электричество предметами, чтобы при
включении самопроизвольно не образо-
валась электрическая дуга. Непредна-
меренно возникшая электрическая дуга
может повредить электрододержатель,
сварной стол. заготовку или аппарат.
15.1 СпособсваркиMMA
Включениеустановки
 Включите сетевой выключатель 2 сварочной уста-
новки и выберите с помощью кнопки 44 режим
электродуговой сварки электродами.
9 Светится символ электродуговая дуговая сварка
электродами (светодиод 38)
 Установите с помощью ручки настройки 45 же-
лаемый сварочный ток.
Воспламенениеэлектрическойдуги
 Слегка прикоснитесь к месту на детали, в котором
предполагается производить сварку, и немного
приподнимите электрод.
9 Между деталью и электродом загорится электри-
ческая дуга.
15.2 СпособсваркиTIG
Включениеустановки
 Включите сварочный аппарат с помощью сетево-
го выключателя 2.
 Выберите с помощью кнопки 44 режим сварки
TIG.
9 Светится символ сварки TIG (светодиод 41)
 Установите с помощью ручки настройки 45 же-
лаемый сварочный ток.
Настройкавторичныхпараметров
В аппарате существует несколько вторичных свароч-
ных параметров, которые уже запрограммированы.
Эти параметры могут быть изменены пользовате-
лем.
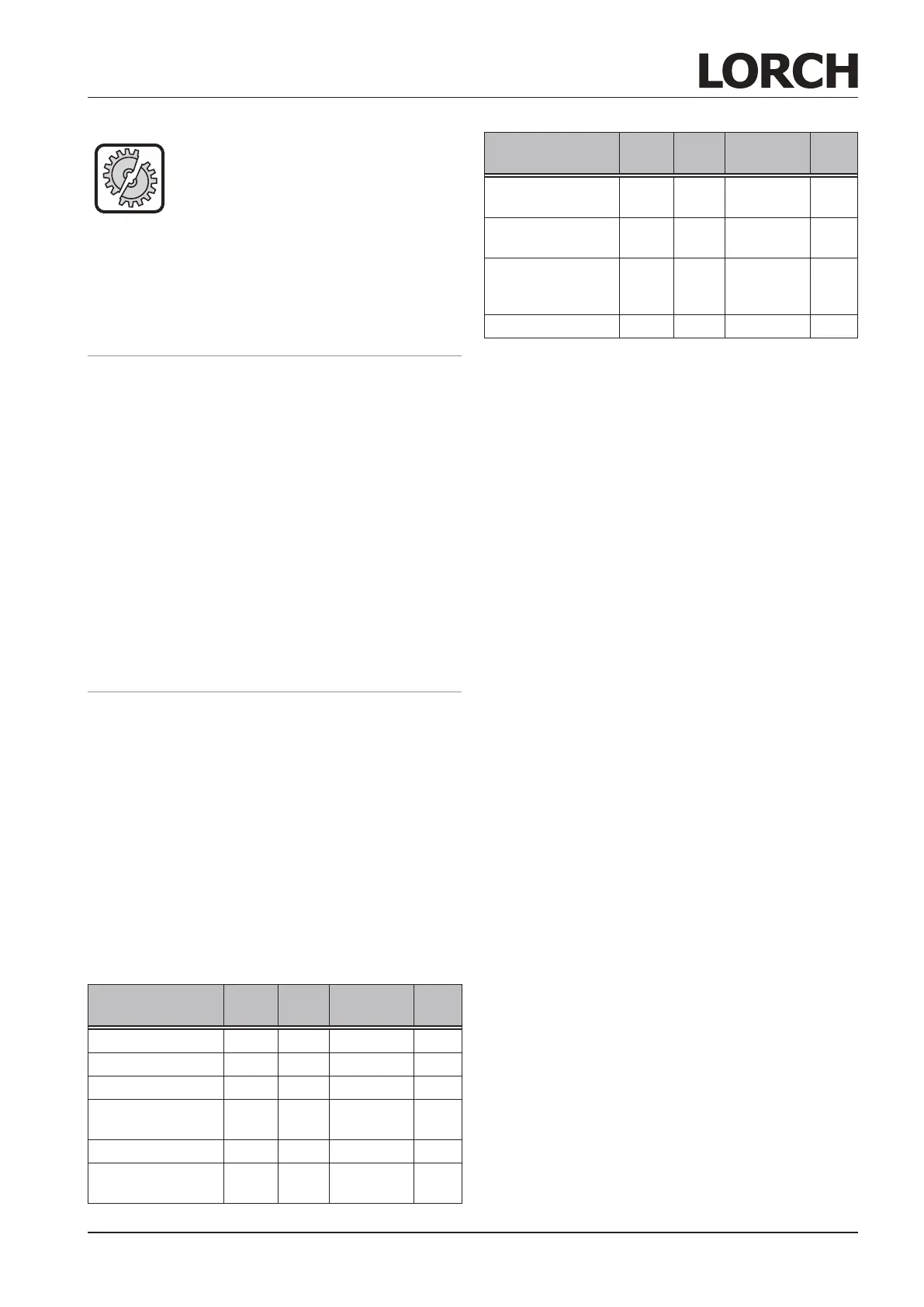
Параметр
Свето-
диод
мин. стандарт макс.
Вторичный ток 38 Iмин 0,5 * I1 2 * I1
Пусковой ток 41 Iмин 0,5 * I1 1 * I1
Конечный ток 40 Iмин 0,5 * I1 1 * I1
(нарастание тока
[A/c]
42 20 100 500
спад тока [A/c]
43 20 100 500
горячий старт* 36+38 1,25 *
I1
1,5 * I1 1,75 *
I1
Параметр
Свето-
диод
мин. стандарт макс.
Время горячего
старта [c]*
36+41 0 1 5
время продувки
газа до сварки [c]
36+40 0,1 0,1 1
время продувки
газа после сварки
[c] = (I1 * 0,04) + t1
36+42 t1=0 t1=3 t1=8
Продувка газа [c]
36+43 0,5 1 2,5
Tab. 10: Вспомогательные параметры BasicPlus
* только в режиме сварки электродом
Iмин = минимальный ток (5A)
I1 = сварочный ток
Включение запрограммированного режи-
ма:
 Удерживайте в нажатом состоянии переключа-
тель режима 44.
 включить аппарат, программируя активный ре-
жим.
 Используйте переключатель режима для пере-
ключения параметров.
Изменитьпараметры:
 выберите нужный параметр кнопкой 44 (мигают
соответствующие ЖК-индикаторы,см.таблицу
выше).
 настройте значение регулятором 45.
 подтвердите новое значение кнопкой 44 (ЖК-
индикаторы один раз вспыхивают).
В приложении к этому руководству напечатаны
формы, облегчающие программирование вторич-
ных параметров.
Значением по умолчанию всегда является поло-
жение центра регулятора (поз. «на 12 часов») –
всегда начальное значение 45.
 Выключить аппарат, подождать, пока погаснут
ЖК-индикаторы.
 Снова включить аппарат.
9 Активизированы новые параметры.
Возвраткфабричнымзначениям:
 Включите режим программирования.
 Удерживать кнопку 44 нажатой, пока ЖК-индикатор
не вспыхнет дважды, все вторичные параметры
будут сброшены до начальных значений.
 Выключить аппарат, подождать, пока погаснут
ЖК-индикаторы
 Снова включить аппарат.
9 Активизированы новые параметры.
 Loading...
Loading...





