- 131 -
Dane techniczne
10.15
21 Dane techniczne
Dane techniczne* Jednostka
Handy 180 DC
BasicPlus
Handy 180 DC
ControlPro
Spawanie
Przedział spawania TIG min. - maks. A/V 5 - 180 / 10,2 - 17,2 5 - 180 / 10,2 - 17,2
Przedział spawania elektrodą MMA min. - maks. A/V 5 - 150 / 20,2 - 26,0 5 - 150 / 20,2 - 26,0
Napięcie pracy jałowej V < 85 < 85
Ustawianie prądu płynne płynne
Kształt charakterystyk opadające opadające
Prąd w cyklu pracy 100% (40°C) A 130 130
Prąd w cyklu pracy 60% (40°C) A 150 150
Cykl pracy (40°C) dla prądu maks. % 30 30
Zasilanie
Napięcie sieciowe (50/60Hz) 1~ V 230 230
Dodatnia tolerancja sieci % +15 +15
Ujemna tolerancja sieci % -15 -15
Moc pobierana S1 (100%) kVA 3,3 3,3
Moc pobierana S1 (60%) kVA 4,0 4,0
Moc pobierana S1 (maks.) kVA 5,1 5,1
Pobór prądu I1 (100%) A 14,2 14,2
Pobór prądu I1 (60%) A 17,2 17,2
Pobór prądu I1 (maks.) A 22,3 22,3
Największy efektywny prąd zasilania I
1eff
/A 14,2 14,2
Współczynnik mocy cos φ 0,99 0,99
Maks. dopuszczalna impedancja sieciowa Zmax
zgodnie z IEC 61000-3-11/-12
mΩ 23 23
Zabezpieczenie sieciowe A/tr 16 16
Przekrój przewodu zasilającego mm² 3 x 2,5 3 x 2,5
Wtyczka sieciowa z zestykiem ochronnym z zestykiem ochronnym
Urządzenie
Klasa ochrony (EN 60529) IP 23 23
Klasa materiałów izolacyjnych F F
Sposób chłodzenia F F
Emisja hałasu dB(A) <70 <70
Wymiary i masa
Wymiary (dłxszxwys) mm 337 x 130 x 211 337 x 130 x 211
Masa kg 6,5 6,5
*) zmierzone przy 40° C temperatury otoczenia
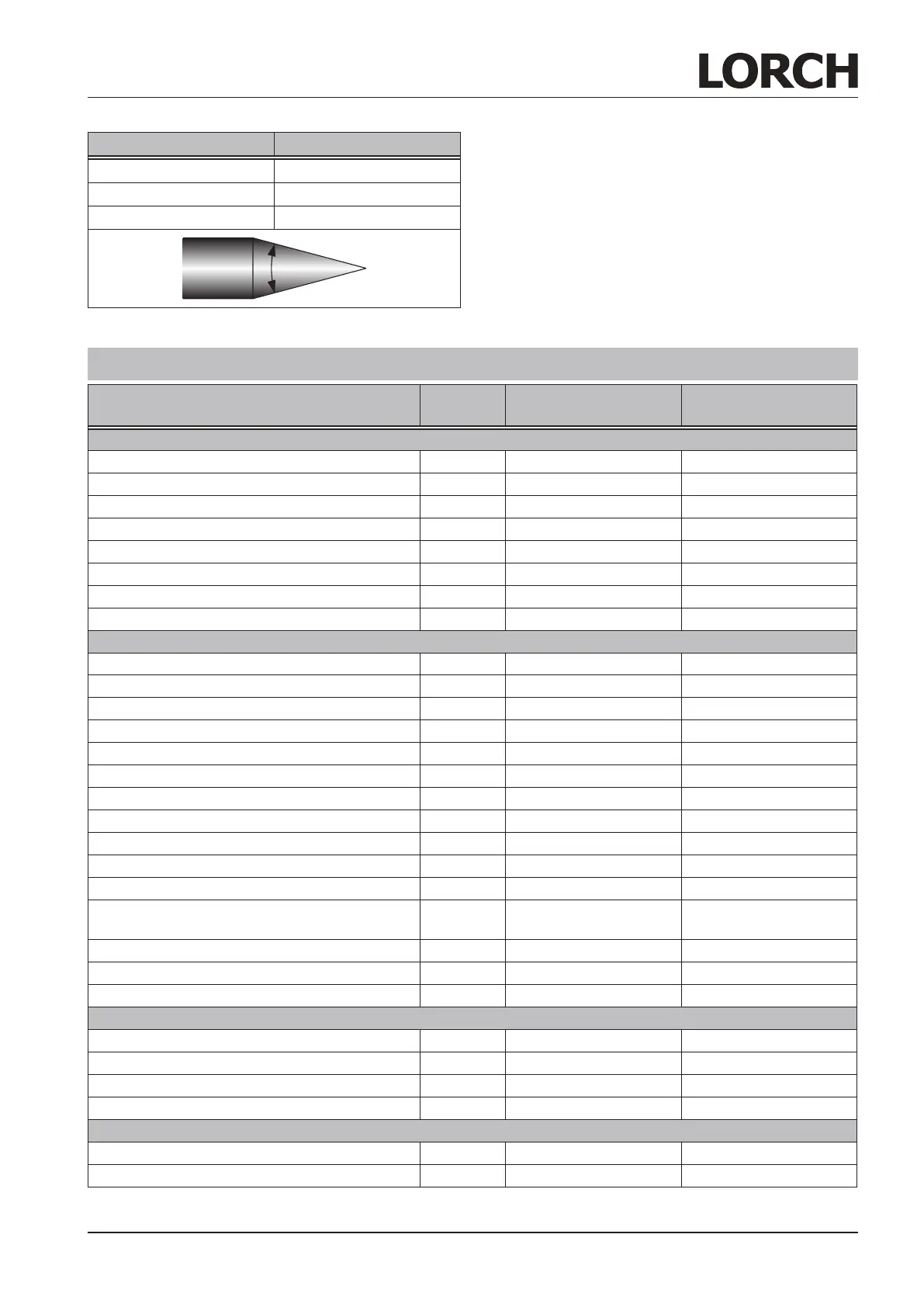
Prądspawania[A]
Kątelektrody
10 - 50 15° - 30°
50 - 200 30° - 45°
> 200 45° - 75°
Końcówki elektrod przy spawaniu z prądem stałym muszą
być wyszlifowane na podobieństwo końcówki ołówka i takimi
pozostawać. Przy tym, kąt końcówki elektrody zależy od natę-
żenia prądu spawania. W przypadku spawania z zastosowa-
niem prądu naprzemiennego, wystarczy krawędzie elektrody
tylko lekko przeszlifować.
Po krótkim czasie tworzy się końców-
ka kulista lub lekko wypukła
.
Jeżeli końcówki elektrod spawalniczych ulegają zanieczysz-
czeniu w styku z jeziorkiem spawalniczym lub pałeczką
spawalniczą, napawane fragmenty muszą zostać z ich po-
wierzchni całkowicie zeszlifowane i wykonane muszą zostać
nowe końcówki tych elektrod. Szlifowanie należy wykonywać
wzdłuż osi elektrody.
 Loading...
Loading...





