The engine Section F 18
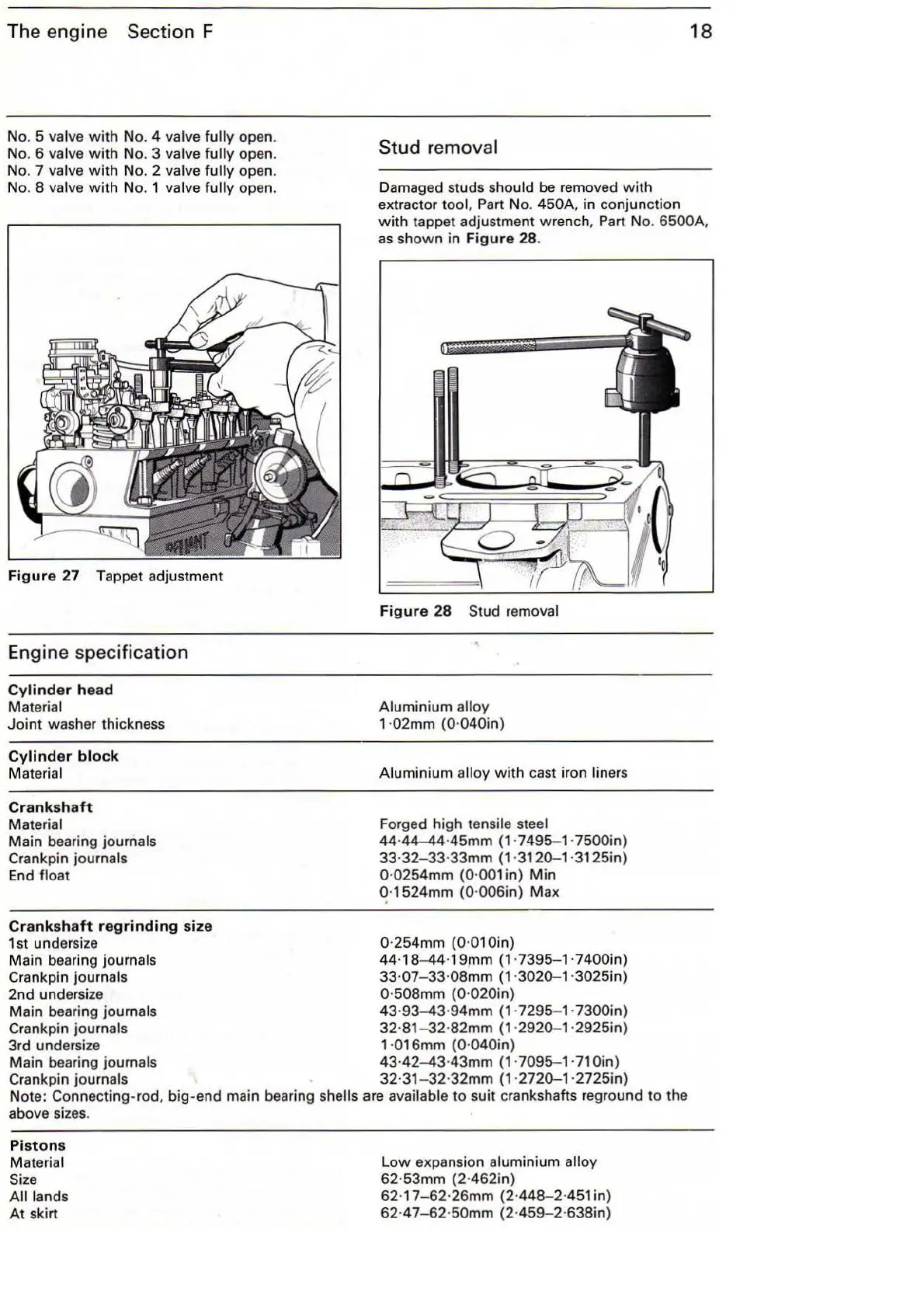
Stud removal
No. 5
va
l
ve
with
No. 4 valve fully open.
No.6
valve
with
No. 3 valve fully open.
No. 7 valve
with
No. 2 valve fully open.
No. 8 valve
with
No. 1 valve fully open. Damaged studs should
be
removed with
extractor
tool, Part No. 450A. in conjunction
with
tappet adjustment wrench, Part No. 6500A,
as
shown in
Figure
28.
Figure
27
Tappet adjustment
Engine specifi
ca
tion
Cy
linder
head
Material
Joint
washer thickness
Cylinder
blo
ck
Material
Crank
s
haft
Material
Main bearing journals
Crankpin journals
End
float
Crank
sha
ft
regrinding
size
Figur
e
28
Stud removal
Aluminium
alloy
1 ·02mm
{0
·040in)
Aluminium alloy with cast iron liners
Forged high tensile steel
44
·
44-44
·45mm
{1
·7495-1 ·7500in)
33
·
32
-
33
·33mm {1·
3120-1·3125in
)
0·0254mm
{0
·
001
in)
Min
~
-
1524mm
{0
·006in) Max
1st undersize
0·254mm {0·
01
Oin)
Main bearing
jo
urnals
44·18-44·19
.mm
{1
·
7395-1·7400
in)
Crankpin journals 33·07- 33·08mm
{1
·3020-1 ·3025in)
2nd undersize 0·508mm
{0
·020in)
Main bearing journals 43·
93-43
·94mm
(1
·7295- 1·7300i
n)
Crankpin journals
32
·
81
- 32·82mm
{1
·2920-1·2925in)
3rd undersize 1 ·016mm {0·040in)
Main bearing journals
43
·
42-43
·43mm
(1
·7095- 1·710in)
Crankpin journals
32
·
31
-
32
·32mm
{1
·
2720-1·2725in
)
Note: Connecting-rod, big-end main bearing shells are available to suit crankshafts reground to the
above
si
z
es
.
Pi
stons
Material
Si
ze
All lands
At
skirt
Low
expansion aluminium alloy
62·53mm (2·462in)
62·17- 62·26mm {2·448-2-451
in)
62
·
47
- 62·50mm {2·459- 2·638in)