14.7.5 Supplementary condition
Tool changes
If, in a machine model, tools change as a result of being replaced/exchanged or wear without
programming a tool offset selection (D number), then the recalculation of the machine model
must be explicitly requested. You will find more precise information in:
Function Manual Special Functions (FB3); collision avoidance (K9),
Chapter: "Function description" > "Tools"
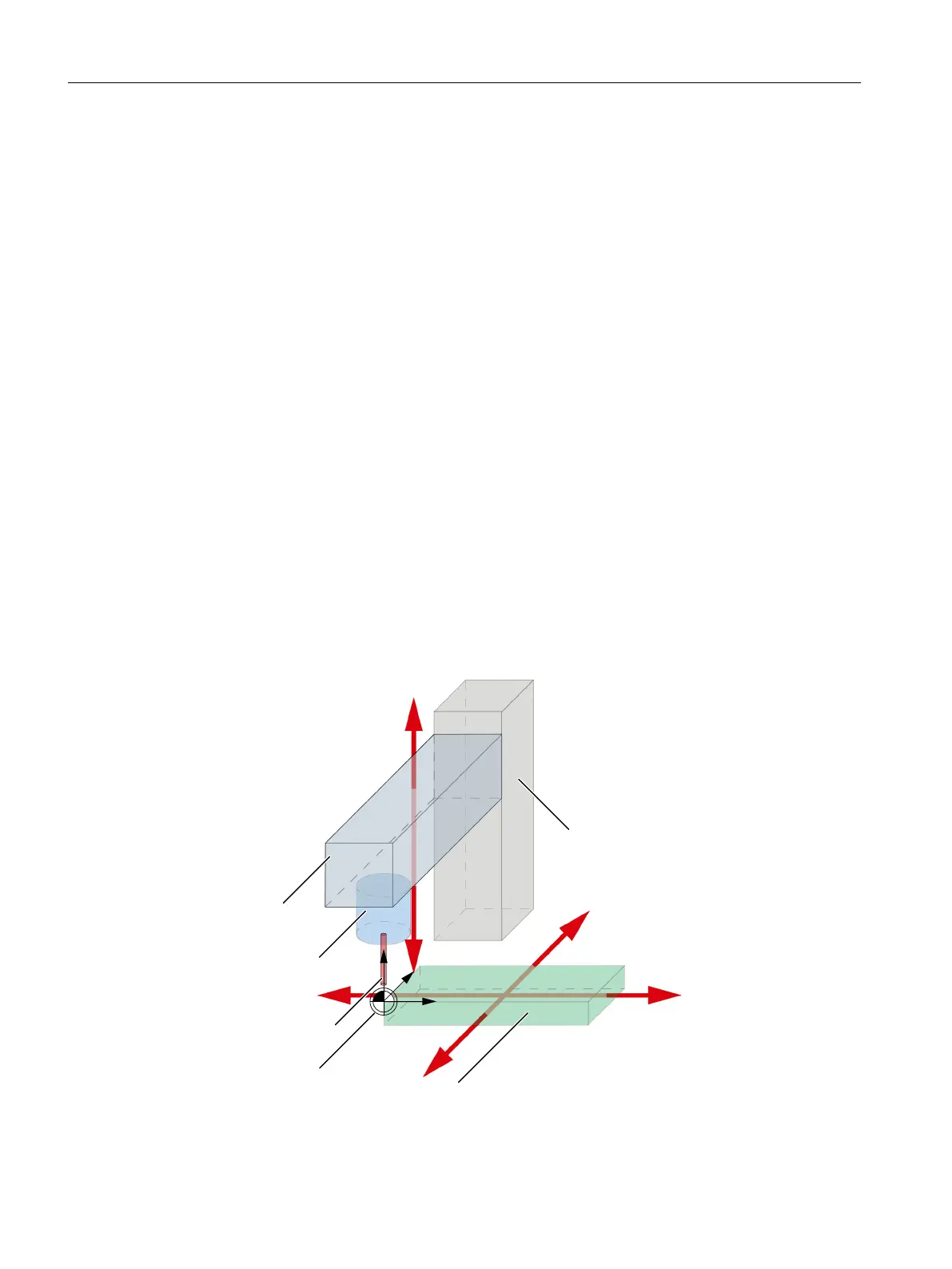
14.8 Collision avoidance example
14.8.1 Fundamentals
General Information
The following example contains the machine model elements of a simple 3-axis milling
machine for a simplified kinematic chain.
Machine model elements
;
<
=
7RROKROGHU
7RRO
7DEOH
=D[LV
6WDQG
0DFKLQH]HUR
5HIHUHQFHSRLQW
;
<
=
Collision avoidance
14.8 Collision avoidance example
SINUMERIK Operate (IM9)
320 Commissioning Manual, 12/2017, 6FC5397-1DP40-6BA1
 Loading...
Loading...

















