Flexible NC programming
1.14 Interrupt routine (ASUB)
Job planning
122 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
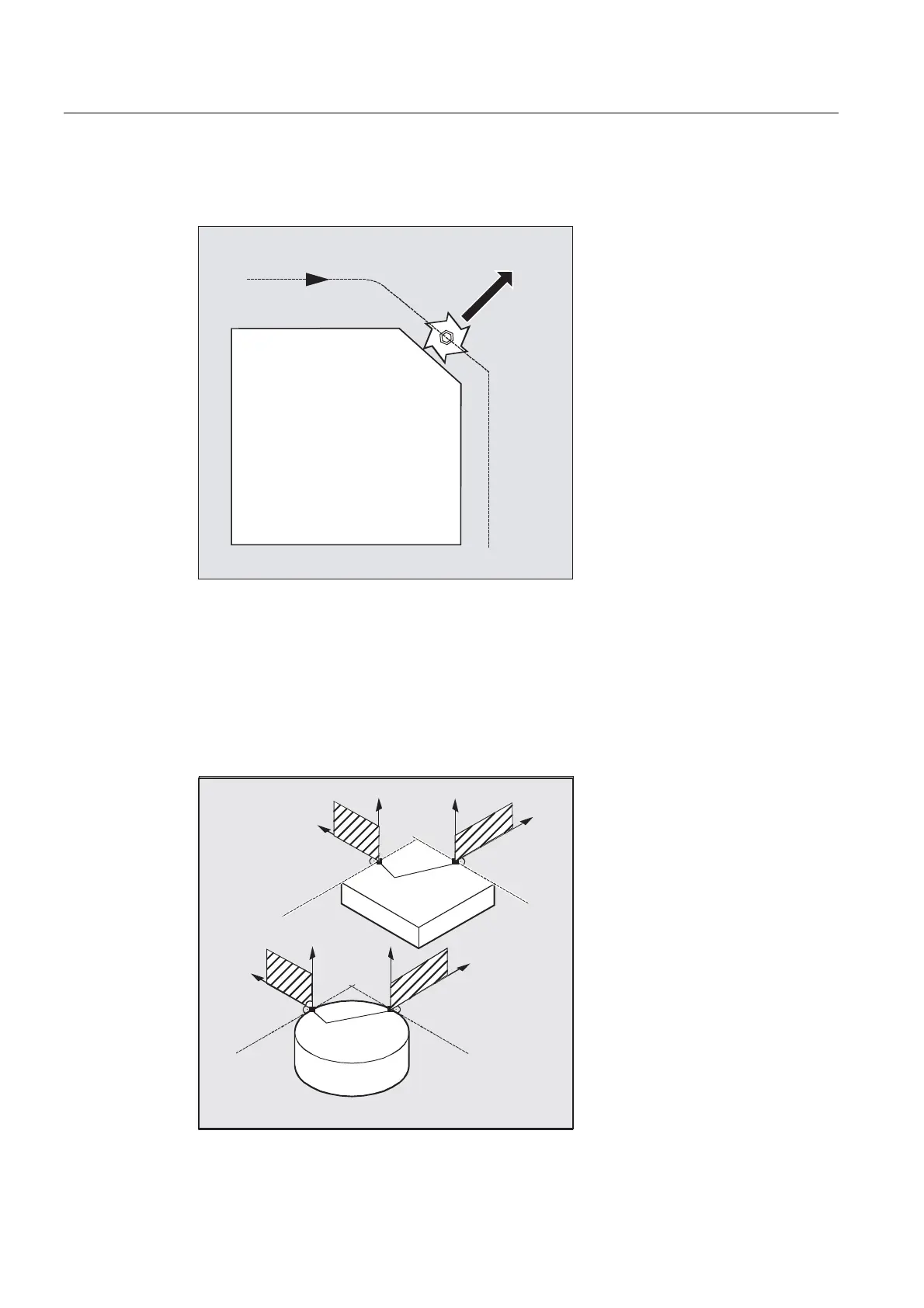
With G41 activated (machining direction to the left of the contour) the tool vertically moves
away from the contour.
$/)
*
Reference plane for defining the traversing direction for LFTXT
At the point of application of the tool to the programmed contour, the tool is clamped at a
plane which is used as a reference for specifying the liftoff movement with the corresponding
code number.
The reference plane is derived from the longitudinal tool axis (infeed direction) and a vector
positioned perpendicular to this axis and perpendicular to the tangent at the point of
application of the tool.
,QWHUYHQWLRQ
SRLQW
,QWHUYHQWLRQ
SRLQW
7DQJHQW
7DQJHQW
7DQJHQW
7DQJHQW

 Loading...
Loading...














