Flexible NC programming
1.14 Interrupt routine (ASUB)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
123
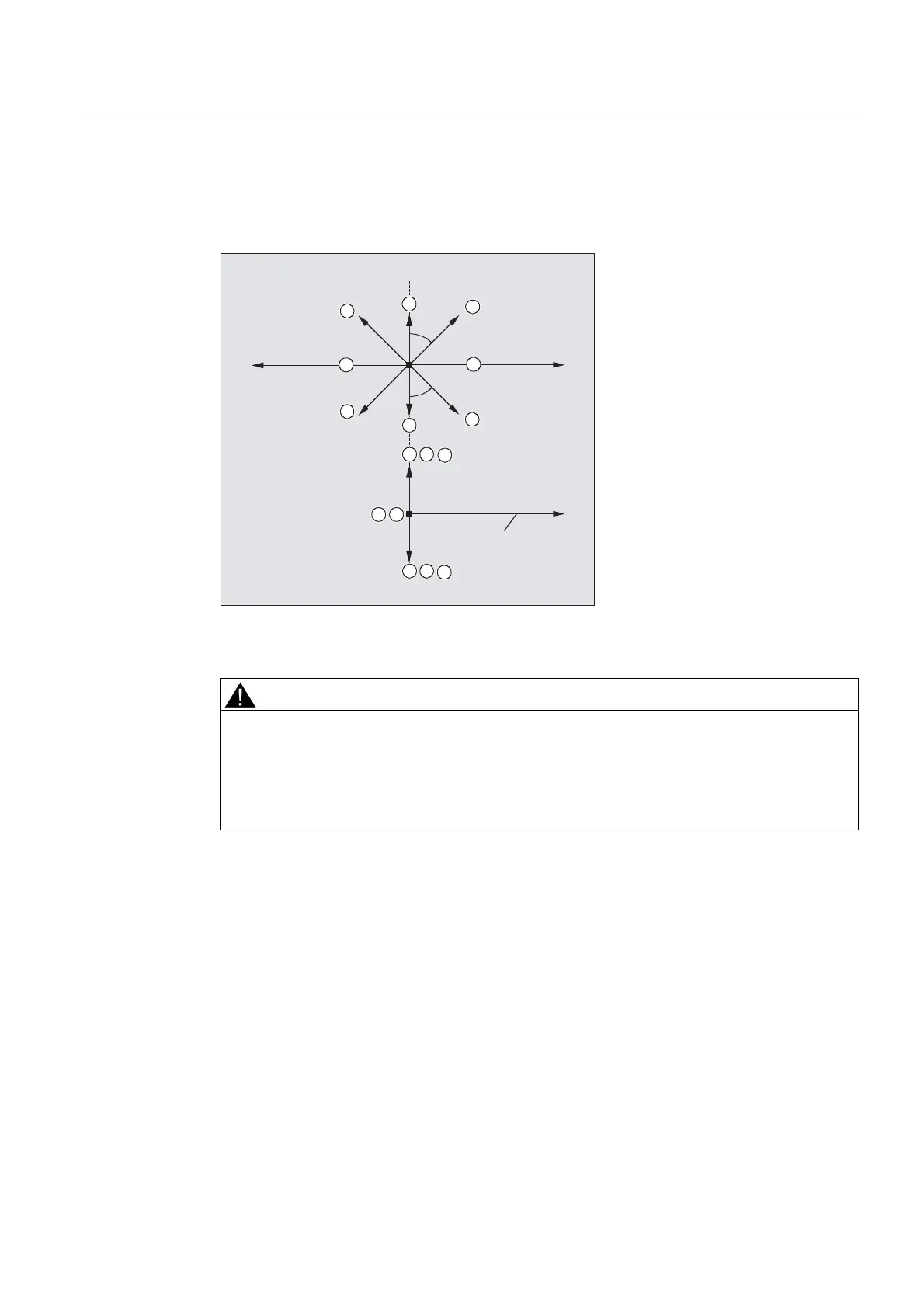
Code numbers with traversing direction for LFTXT
Starting from the reference plane, you will find the code numbers with traversing directions in
the following diagram.
,QIHHGD[LV
9LHZLQWKH
WUDYHUVLQJGLUHFWLRQ
7UDYHUVLQJGLUHFWLRQ
3ODQYLHZ
r
r
*
*
The retraction in the tool direction is defined for
ALF=1.
The "fast retraction" function is deactivated with
ALF=0.
CAUTION
When the tool radius compensation is activated, then:
• For
G41 codes 2, 3, 4
• For
G42 codes 6, 7, 8
Should not be used, as in these cases, the tool would move to the contour and would
collide with the workpiece.

 Loading...
Loading...














