Special Motion Commands
4.6 Settable path reference (SPATH, UPATH)
Job planning
258 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
Examples
Example 1:
The following example shows a square with 20 mm side lengths and corners rounded-off
with G643. The maximum deviations from the precise contour are defined for each axis
using the axis-specific machine data MD33100 $MA_COMPRESS_POS_TOL[<n>].
Program code Comment
N10 G1 X… Y… Z… F500
N20 G643 ; Block-internal corner rounding with G643
N30 XO Y0
N40 X20 Y0 ; Edge length (mm) for the axes
N50 X20 Y20
N60 X0 Y20
N70 X0 Y0
N100 M30
Example 2:
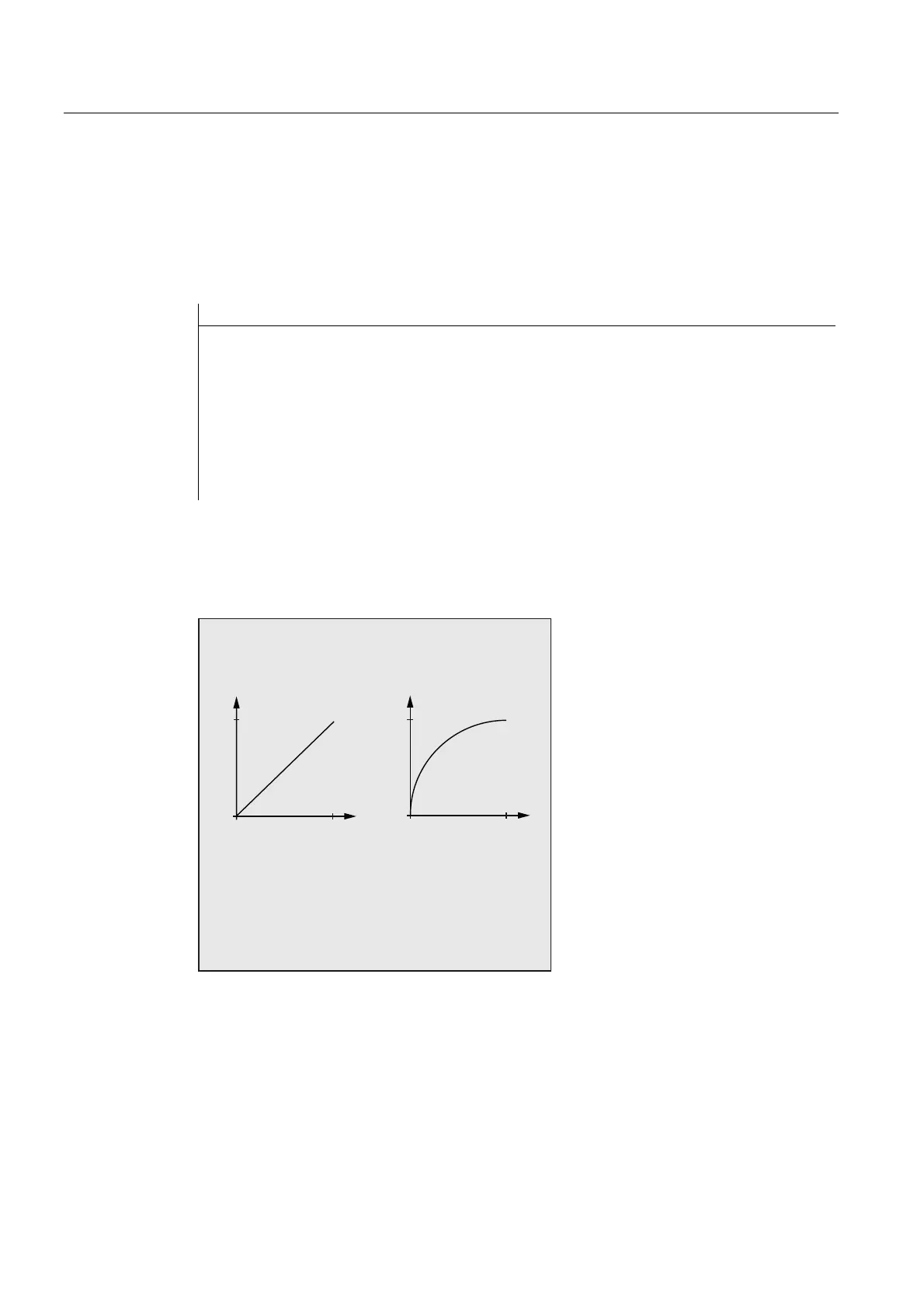
The following example shows the difference between both types of motion control. Both
times the default setting FGROUP(X,Y,Z) is active.
'LIIHUHQWJHRPHWULFDOUHODWLRQVKLSVEHWZHHQ
D[HVIRU63$7+DQG83$7+
$; 6457;
83$7+
$
;
$; ;
63$7+
$
;

 Loading...
Loading...














