Coordinate transformation (FRAMES)
5.1 Coordinate transformation via frame variables
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
283
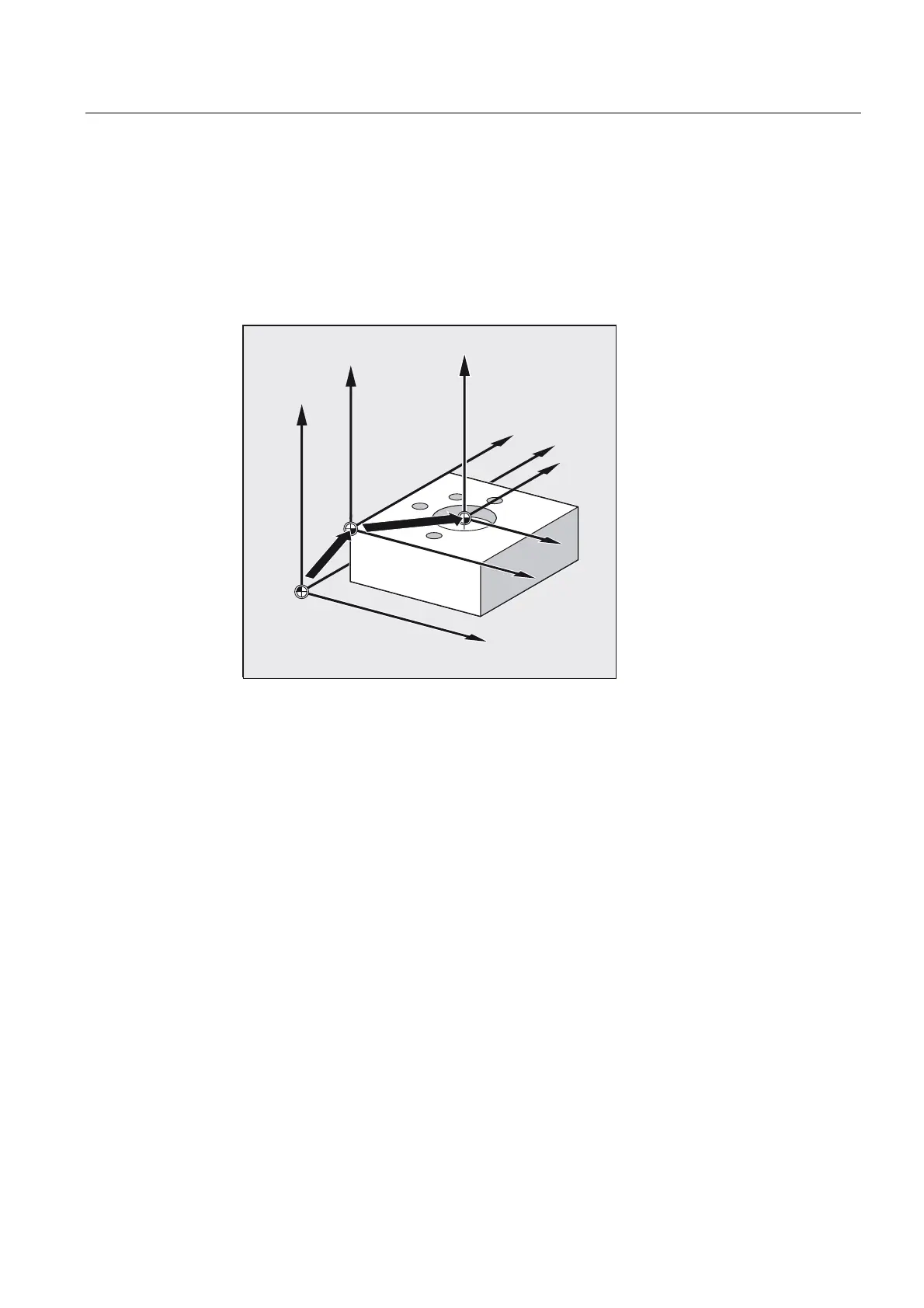
$P_PFRAME
Current, programmable frame variable that establishes the reference between the settable
zero system (SZS) and the workpiece coordinate system (WCS).
$P_PFRAME contains the resulting frame, that results
● from the programming of
TRANS/ATRANS, ROT/AROT, SCALE/ASCALE, MIRROR/AMIRROR or
● from the assignment of
CTRANS, CROT, CMIRROR, CSCALE to the programmed FRAME
=
%16
<
;
%16
=
;
=
(16
(16
;
(16
%16
<
<
:&6
:&6
:&6

 Loading...
Loading...














