Transformations
6.2 Three, four and five axis transformation (TRAORI)
Job planning
318 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
5-Axis Transformation
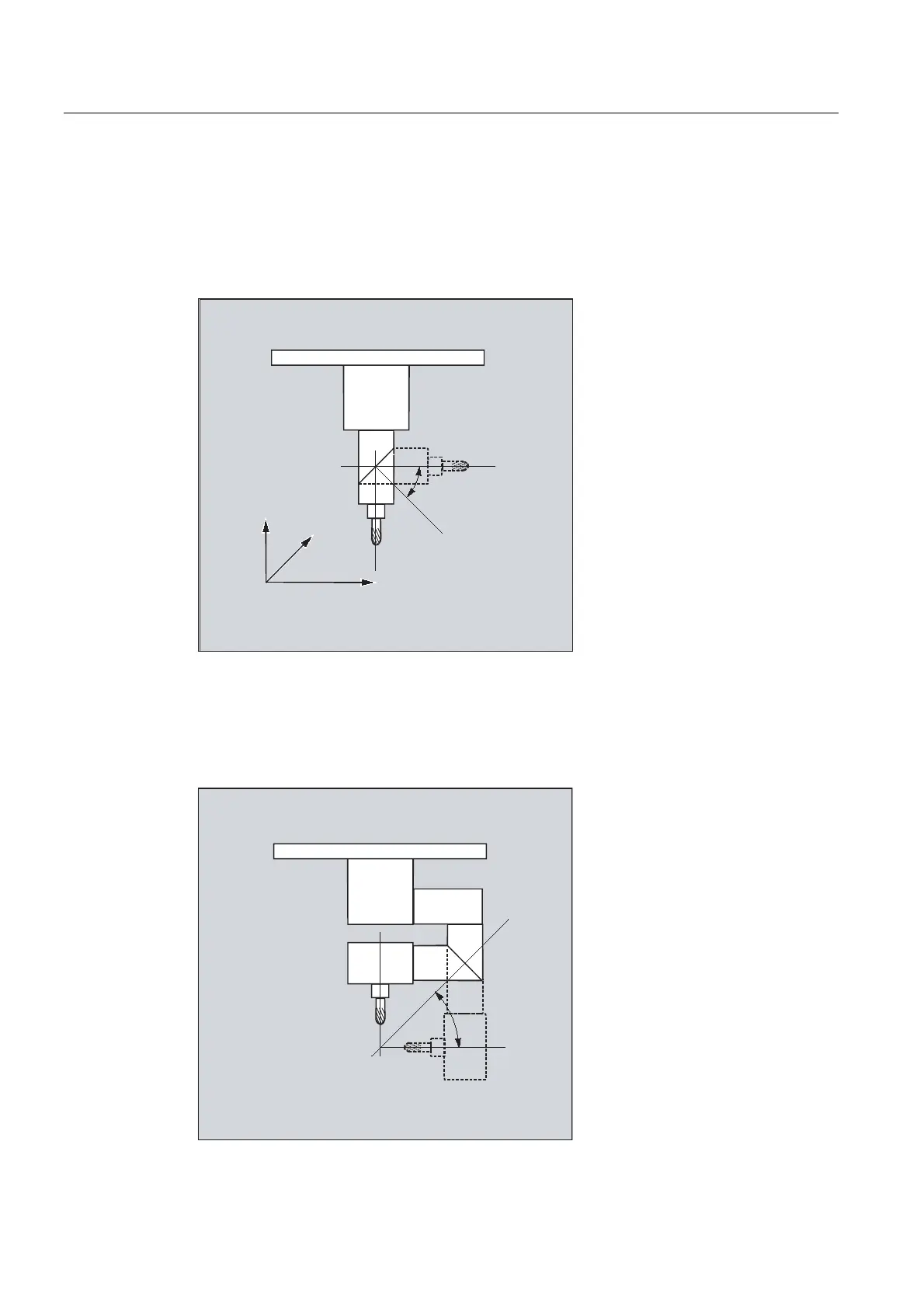
Cardanic tool head
Three linear axes (X, Y, Z) and two orientation axes (C, A) define the setting angle and the
operating point of the tool here. One of the two orientation axes is created as an inclined
axis, in our example A' - in many cases, placed at 45°.
&
;
<
=
$
&DUGDQLFWRROKHDGYDULDQW
In the examples shown here, you can see the arrangements as illustrated by the CA
machine kinematics with the Cardanic tool head!
Machine manufacturer
The axis sequence of the orientation axes and the orientation direction of the tool can be set
up using the machine data as appropriate for the machine kinematics.
&DUGDQLFWRROKHDGYDULDQW
&
$

 Loading...
Loading...














