Transformations
6.2 Three, four and five axis transformation (TRAORI)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
327
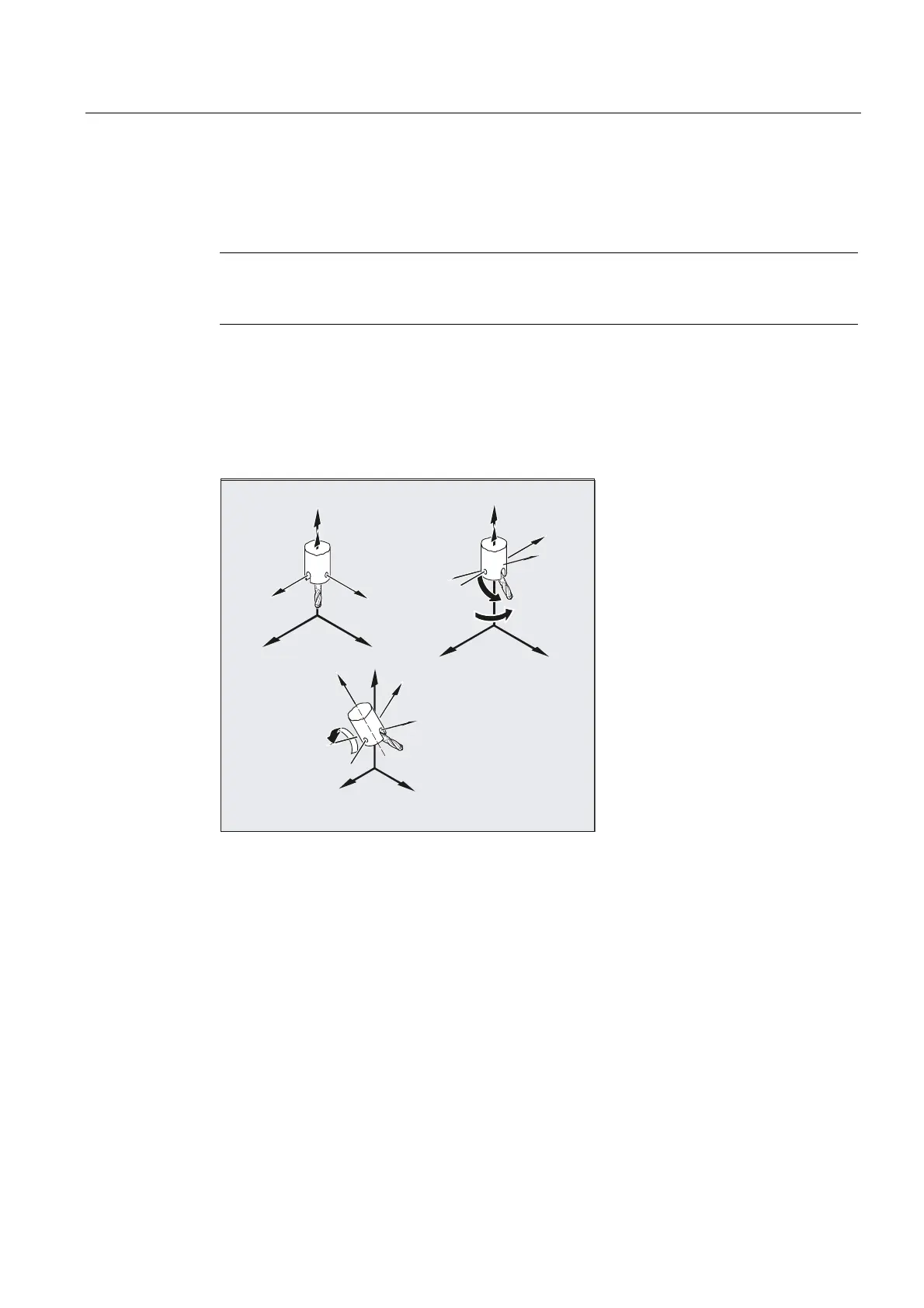
Programming in RPY angles ORIRPY
The values programmed with A2, B2, C2 for orientation programming are interpreted as an
RPY angle (in degrees).
Note
In contrast to Euler angle programming, all three values here have an effect on the
orientation vector.
Machine manufacturer
When defining angles with orientation angles via RPY angle, for the orientation axes
$MC_ORI_DEF_WITH_G_CODE = 0
The orientation vector results from turning a vector in the Z direction firstly with C2 around
the Z axis, then with B2 around the new Y axis and lastly with A2 around the new X axis.
;
=
<
$
=
<
;
=
=
=
<
&
%
;
=
<
<
<
;
;
;
,QLWLDOVHWWLQJ
ZLWK$ r
DOVRWXUQHGDW
WKH;D[LV
ZLWK& r
WXUQHGDWWKH
=D[LVZLWK
% r
DOVRWXUQHGDW
WKH<D[LV
By defining the orientation axes via G code, if the machine data
$MC_ORI_DEF_WITH_G_CODE = 1, then:
The orientation vector results from turning a vector in the Z direction firstly with A2 around
the Z axis, then with B2 around the new X axis and lastly with C2 around the new Z axis.

 Loading...
Loading...














