Transformations
6.2 Three, four and five axis transformation (TRAORI)
Job planning
328 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
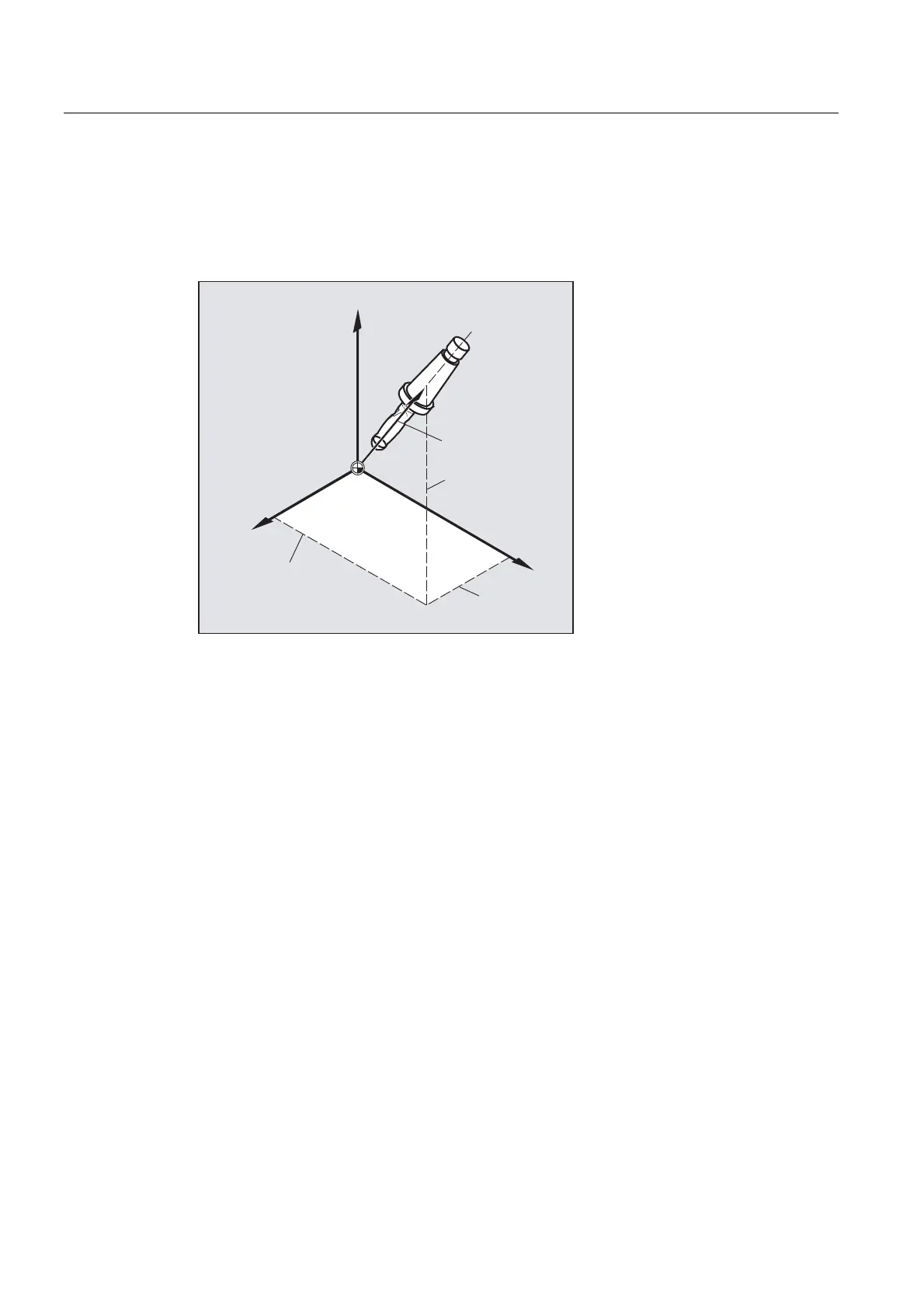
Programming of directional vector
The components of the direction vector are programmed with A3, B3, C3. The vector points
towards the tool adapter; the length of the vector is of no significance.
Vector components that have not been programmed are set equal to zero.
%
$
;
<
&
=
'LUHFWLRQYHFWRU

 Loading...
Loading...














