Path traversing behavior
8.2 Feedrate response (FNORM, FLIN, FCUB, FPO)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
461
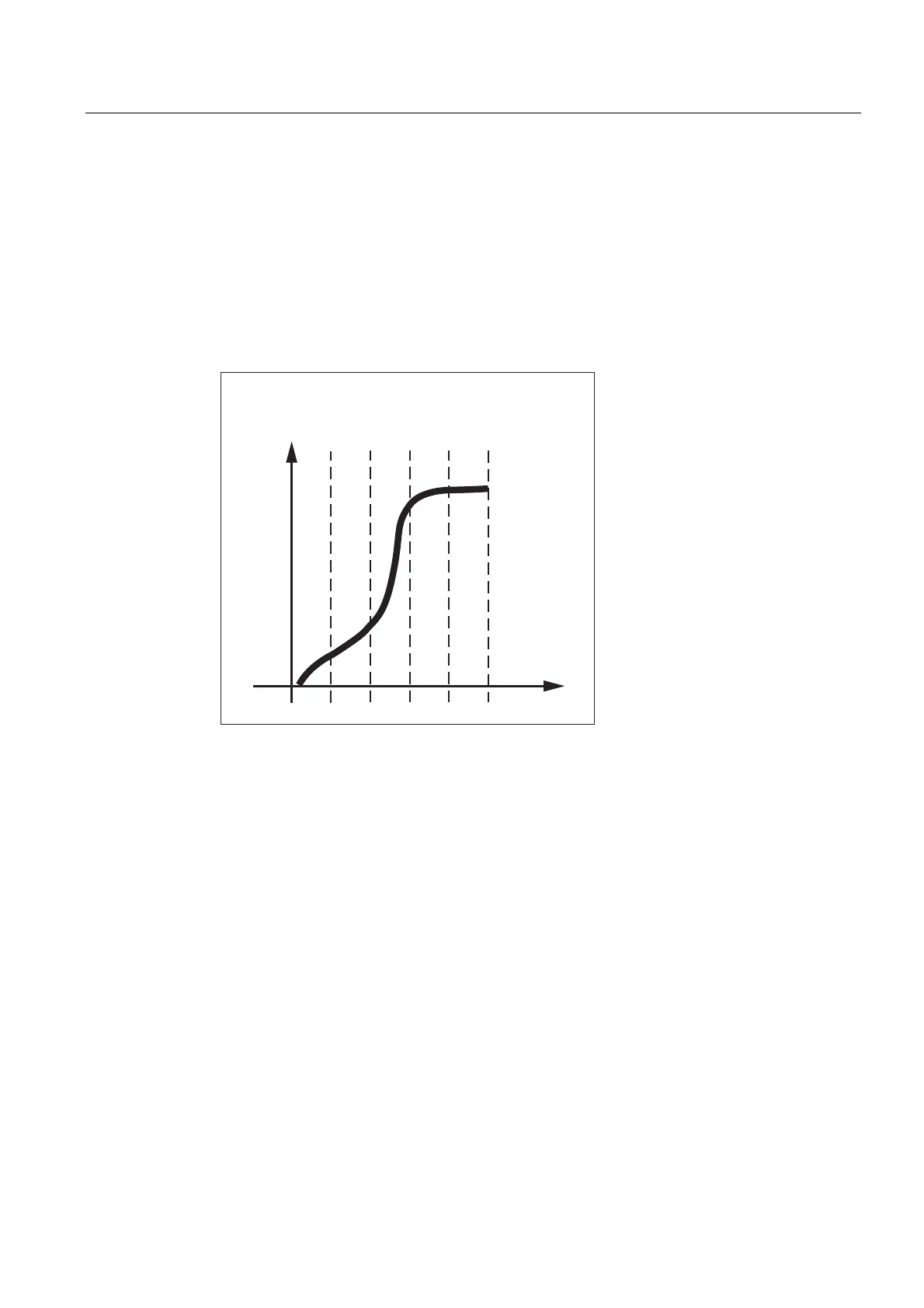
FCUB
The feed is approached according to a cubic characteristic from the current feed value to the
programmed F value until the end of the block. The control uses splines to connect all the
feed values programmed non-modally that have an active FCUB. The feed values act here
as interpolation points for calculation of the spline interpolation.
Example:
N50 F1400 FCUB X50
N60 F2000 X47
N70 F3800 X52
)HHG
3DWK

 Loading...
Loading...














