Path traversing behavior
8.6 Repositioning to a contour (REPOSA, REPOSL, REPOSQ, REPOSQA, REPOSH, REPOSHA, DISR,
DISPR, RMI, RMB, RME, RMN)
Job planning
484 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
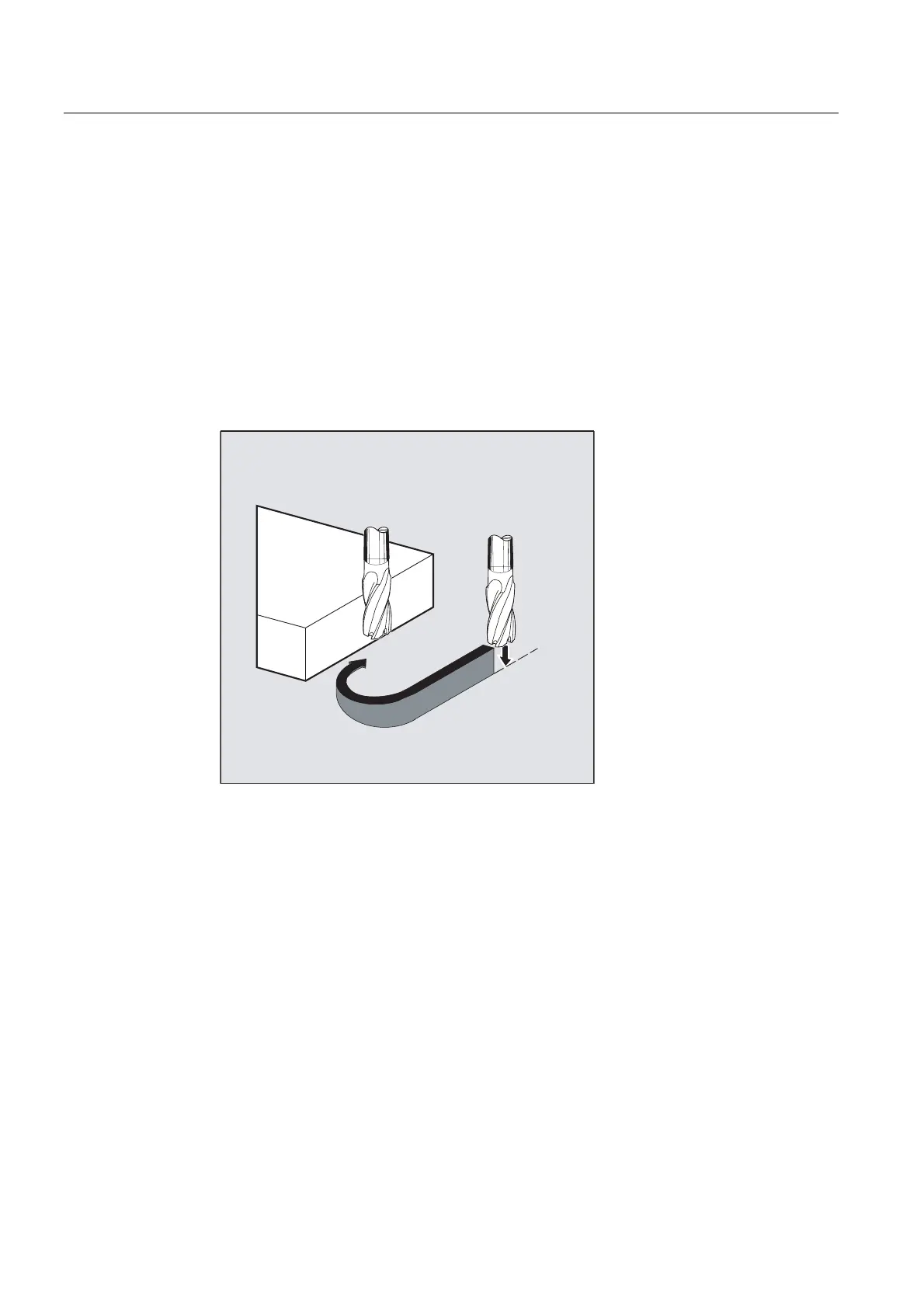
The following applies to the REPOSH and REPOSQ circular motions:
The circle is traversed in the specified working planes
G17 to G19.
If you specify the third geometry axis (infeed direction) in the approach block, the
repositioning point is approached along a helix in case the tool position and programmed
position in the infeed direction do not coincide.
In the following cases, the control automatically switches over to linear approach
REPOSL:
● You have not specified a value for
DISR.
● No defined approach direction is available (program interruption in a block without travel
information).
● With an approach direction that is perpendicular to the current working plane.

 Loading...
Loading...














