Axis couplings
9.5 Synchronous spindle
Job planning
540 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
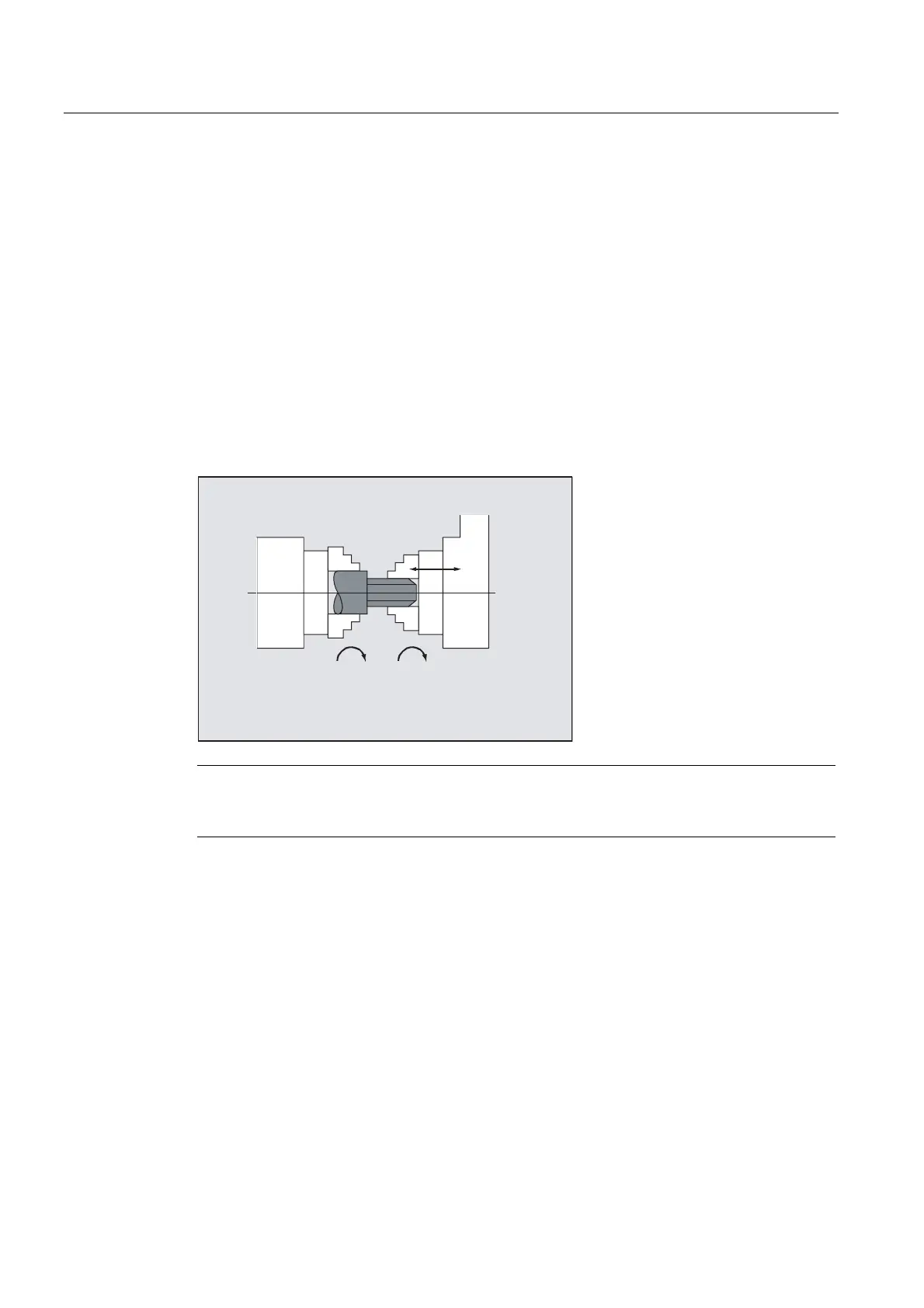
Following spindle (FS) and leading spindle (LS)
The coupling is uniquely defined using the axis names for the following spindle (FS) and the
leading spindle (LS). The axis names have to be programmed with every
COUPDEF operation.
The other coupling parameters are modal and only have to be programmed if they change.
Example:
COUPDEF(S2,S1)
Transformation ratio, TFS / TLS
The transformation ratio is specified as a speed ratio between the following spindle
(numerator) and the leading spindle (denominator). The numerator must be programmed. In
the absence of a programmed value, the denominator is set to = 1.0.
Example:
Following spindle S2 and leading spindle S1, transformation ratio = 1 / 4 = 0.25.
COUPDEF(S2,S1,1.0, 4.0)
6SLQGOH
/HDG
VSLQGOH
6SLQGOH
)ROORZLQJ
VSLQGOH
QQ
Note
The transformation ratio can also be changed on-the-fly (when the coupling is active and the
spindles are rotating).
Block change behavior NOC, FINE, COARSE, IPOSTOP
The following abbreviated notation can be used when programming the block change
behavior:
●
"NO": Immediately (default)
●
"FI": On reaching "Synchronism fine"
●
"CO": On reaching "Synchronism coarse"
●
"IP": On reaching IPOSTOP; in other words, after setpoint-based synchronism

 Loading...
Loading...














