Motion synchronous actions
10.4 Actions in synchronized actions
Job planning
584 Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
DO SYNFCT
Activation of the evaluation function
Polynomial No.
With polynomial defined with FCTDEF (see Subsection
"Polynomial definition").
Main run variable
output
Write main run variable
Main run variable
input
Read main run variable
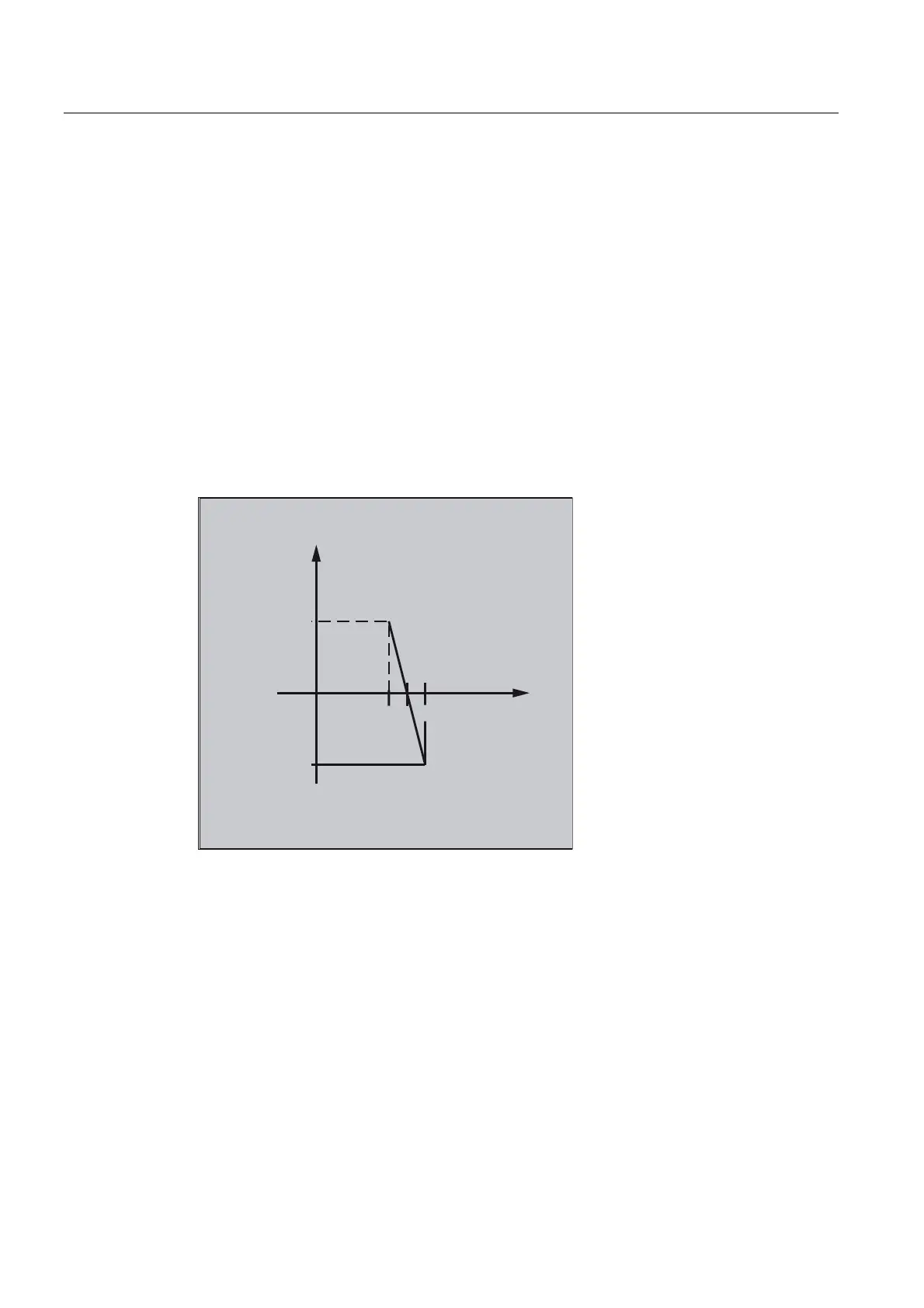
Example of adaptive control (additive)
Additive influence on the programmed feedrate
A programmed feedrate is to be controlled additive using the current of the X axis (infeed
axis):
The feedrate should only vary by +/- 100 mm/min and the current fluctuates by +/-1A around
the working point of 5A.
,
$
)
>@
>@
PPPLQ
/RZHUOLPLW
8SSHUOLPLW
1. Polynomial definition
Determination of the coefficients
y = f(x) = a
0
+ a
1
x + a
2
x
2
+ a
3
x
3
a
1
= -100mm/1 min A
a
0
= -(-100)*5 =500
a
2
= a
3
= 0 (no square and cubic component)
Upper limit = 100
Lower limit = -100
This means:
FCTDEF(1,-100,100,500,-100,0,0)

 Loading...
Loading...














