Additional functions
14.2 Replaceable geometry axes (GEOAX)
Job planning
Programming Manual, 07/2010, 6FC5398-2BP40-0BA0
665
Examples
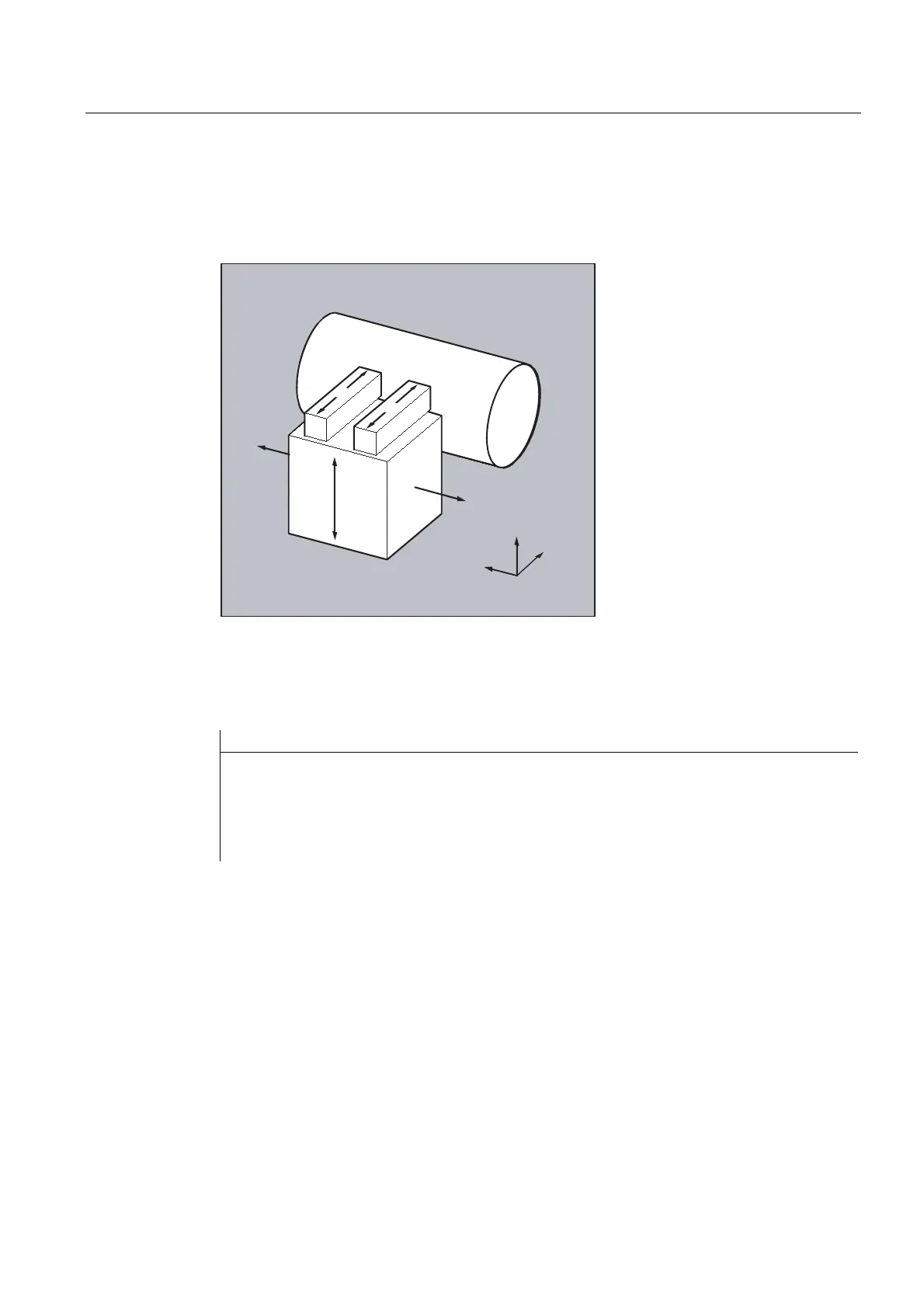
Example 1: Switching two axes alternating as geometry axis
A tool slide can be traversed using channel axes X1, Y1, Z1, Z2:
<
;
=
=
=
;
<
The geometry axes are configured so that after powering-up, initially Z1 is effective as 3rd
geometry axis under the geometry axis name "Z" and together with X1 and Y1 forms the
geometry axis group.
Axes Z1 an Z2 should now be used, alternating, as geometry axis Z in the part program:
Program code Comments
...
N100 GEOAX(3,Z2) ; Channel axis Z2 acts as 3rd geometry axis (Z).
N110 G1 ...
N120 GEOAX(3,Z1) ; Channel axis Z1 acts as 3rd geometry axis (Z).
...

 Loading...
Loading...














