EX-TRACK
®
Operator Manual, Revision T-1 35
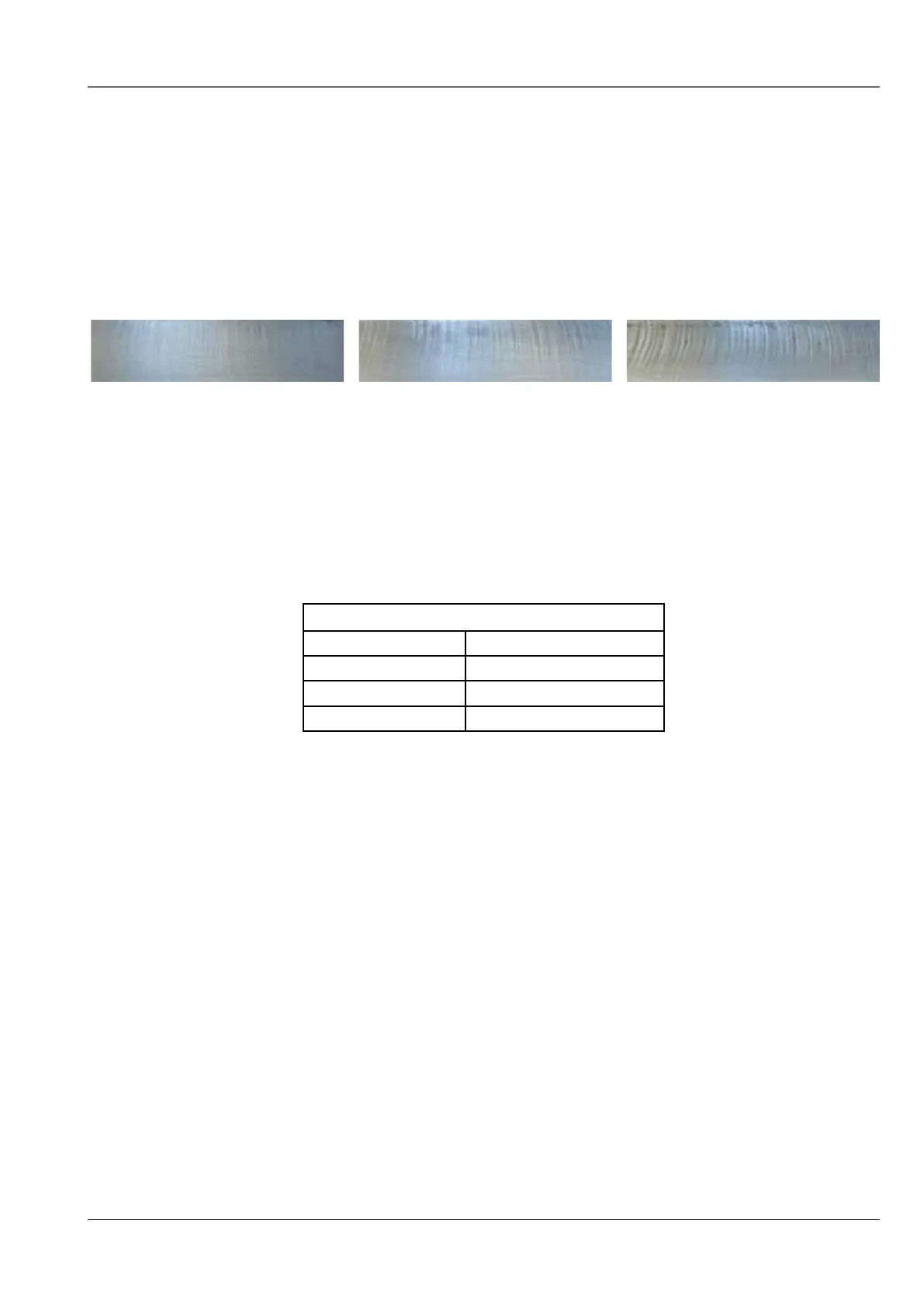
5.3. Cut quality
Acceptable cut quality is dependent upon many factors, quality that is acceptable in some instances
may not be for others. Make a test cut prior to a production run to ensure the required cut quality
has been achieved.
Use the images below as a guide to correct travel speed.
5.4. Preheat time
Preheat time for edge starts or piercing are dependent upon nozzle size, flame value, material
type/thickness and ambient temperature of the material. The chart below is intended as a guide to
preheat times, actual times may vary.
Average preheating time (in seconds min. / max.)
Work-piece thickness Propane
Up to 20 mm 8 / 34
To 50 mm 10 / 53
To 100 mm 22 / 100
Note: Incorrect piercing of thick material can result in damage to the nozzle, torch and system,
for cutting 50mm thickness or greater, use the running or flying pierce technique, this should be
performed only by experienced operators. Using a drilled hole is an alternative method for piercing
thick material, this enables an edge start to the cutting process. Frequently check the nozzle for
debris build up or damage, a blocked or damaged nozzle can cause flashbacks and poor cut quality.
5.5. Torch operation
Prior to the torch being set in motion, the operator needs to ensure that the work area is free from
flammable and combustible materials, the system can be operated without colliding with structural,
fixed or moving objects, the work area shall be cleaned, free from material off cuts and checked for
slip, trip and fall hazards.
Turning the torch off. Upon completion of the cutting process, raise the torch, turn off the cutting
oxygen supply at the torch, turn off the fuel gas supply at the torch and the turn off the oxygen cut
preheat gas supply at the torch. At the end of the shift, raise the torch and “home” the torch to where
Speed is too slow
(65%)
Speed is correct
(100%)
Speed is too fast
(135%)
Cutting direction → Cutting direction → Cutting direction →