TORCH DATA 100i-400i 144 Manual 0560956430
Aluminum
Flow Rates
100A
N₂ (SLPM / SCFH) H₂O (GPH / LPH)
Preow
17 / 35 7 / 26
N₂ Plasma / H₂O Shield
Culow
14 / 29 7 / 26
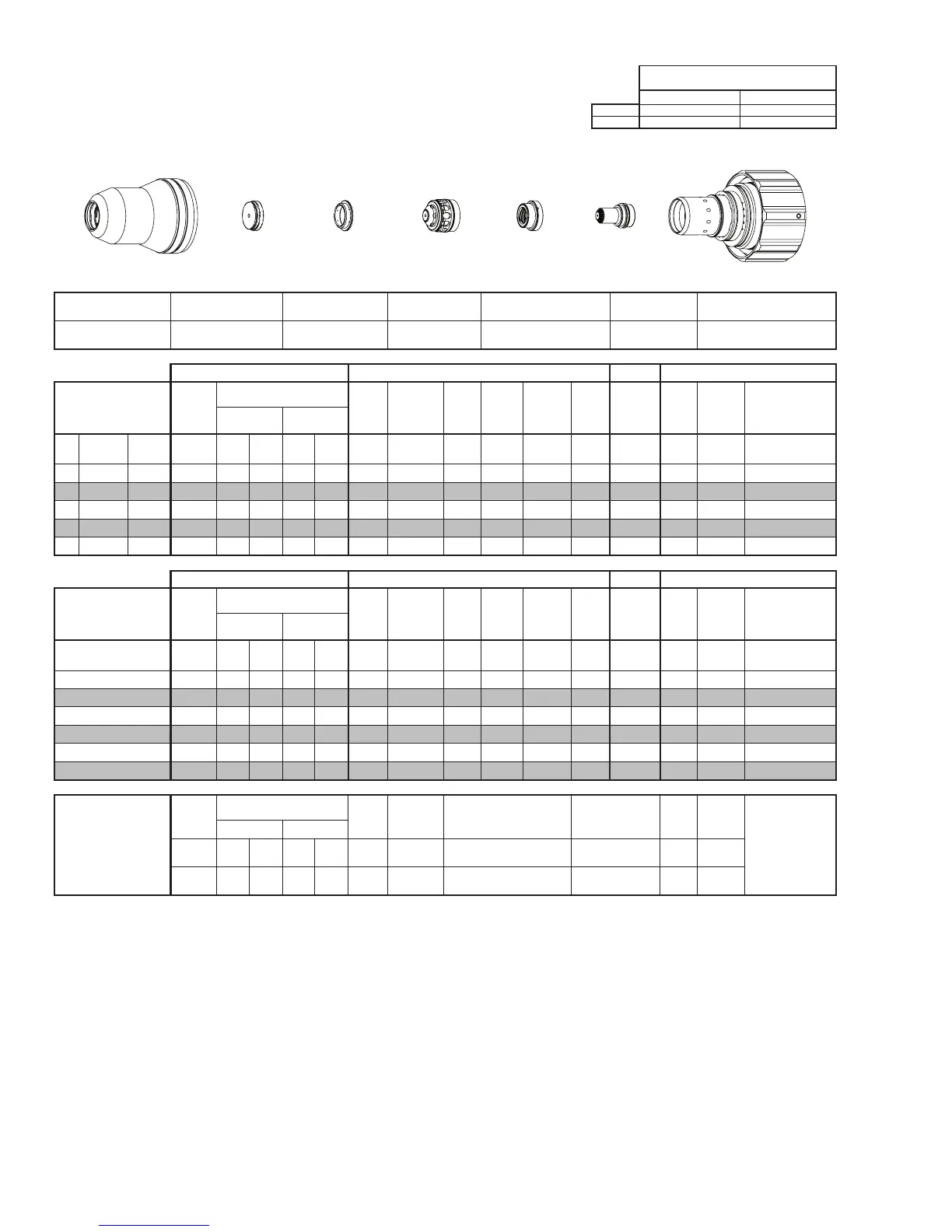
Electrode
Shield Cap
Tip
Shield Gas
Distributor
Plasma Gas
Distributor
Cartridge
Shield Cup
This Art Is For Reference ONLY
Art # A-07958_AB
Shield Cup Shield Cap
Shield Gas
Distributor
Tip Plasma Gas Distributor Electrode Cartridge
0559211201 0559210145 0559210080
0559211053
0559210061 0559210107 0559211200
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Material
Thickness
Pre Flow
Pressure
(N₂)
Cut Flow Rates / Pressures
Arc
Voltage
Cut Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (N₂) Shield (H₂O)
ga (in) inch (psi) Ball (psi) Ball (psi)* (Volts) (in) ±0.005 (sec) (in) (in) (sec) (in) (ipm) (sec) (in)
- 3/16 0.188 45 60 90 7 55 158 0.150 0.1 0.200 0.150 0.2 0.300 130 0.1 0.095
- 1/4 0.250 45 60 90 7 55 160 0.150 0.1 0.200 0.150 0.2 0.300 90 0.1 0.100
- 3/8 0.375 45 60 90 7 55 161 0.150 0.2 0.200 0.150 0.2 0.300 70 0.2 0.100
- 1/2 0.500 45 60 90 7 55 171 0.150 0.4 0.200 0.150 0.2 0.300 40 0.4 0.100
- 5/8 0.625 45 60 90 7 55 175 0.180 0.5 0.250 0.200 0.2 0.350 35 0.5 0.105
Manual Gas Control Advanced Torch Height Control (THC) Basic THC CNC Control
Material
Thickness
Pre Flow
Pressure
(N₂)
Cut Flow Rates / Pressures
Arc
Voltage
Cut Height
THC
Pierce
Delay
Pierce
Ignion
Height
Elevaon
Height
Control
Delay
Pierce
Height
without
Elevaon
Travel
Speed
CNC
Moon
Delay
Max Kerf Width
@ Rec. Speed
Plasma (N₂) Shield (H₂O)
(mm) (Bar) Ball (Bar) Ball (Bar)* (Volts) (mm) ±0.1 (sec) (mm) (mm) (sec) (mm)
(mm/
min)
(sec) (mm)
5 3.1 60 6.2 7 3.8 158 3.8 0.1 5.1 3.8 0.2 7.6 3150 0.1 2.4
6 3.1 60 6.2 7 3.8 160 3.8 0.1 5.1 3.8 0.2 7.6 2510 0.1 2.5
8 3.1 60 6.2 7 3.8 161 3.8 0.2 5.1 3.8 0.2 7.6 2020 0.2 2.5
10 3.1 60 6.2 7 3.8 162 3.8 0.2 5.1 3.8 0.2 7.6 1660 0.2 2.5
12 3.1 60 6.2 7 3.8 169 3.8 0.4 5.1 3.8 0.2 7.6 1180 0.4 2.5
15 3.1 60 6.2 7 3.8 174 4.4 0.5 6.0 4.7 0.2 8.5 920 0.5 2.6
Marking
Pre Flow
Pressure
(N₂)
Marking Flow Rates /
Pressures
Arc
Voltage
Marking
Height
Pierce Ignion Height
THC and CNC
Delay
Control
Delay
Travel
Speed
Marking quality
degrades as
thickness
decreases.
18A Arc Current
Plasma (N₂) Shield (N₂)
Burn-through may
happen for thicknesses
< 1/16” (0.063”) /
1.6 mm.
(psi) /
(Bar)
Ball
(psi) /
(Bar)
Ball
(psi) /
(Bar)
(Volts)
(in) ±0.005 /
(mm) ±0.1
(in) ±0.005 / (mm) ±0.1 (sec) (sec)
(ipm) /
(mm/ min)
20 / 1.4 50
40 /
2.8
75
80 /
5.5
150 0.120 / 3.0 0.120 / 3.0 0 0.4
300 /
7620
BOLD TYPE indicates maximum piercing parameters.
* Pressure of the water supply line should be regulated by customer pressure regulator.
Note 1: Ohmic height sensing is not recommended with water shield. Water on the plate interferes electrically with the ohmic sensing circuit.
Note 2: Water source used for shield must be demineralized.