Functional characteristics
TIG welding
76 Item No.: 099-004833-EWM01
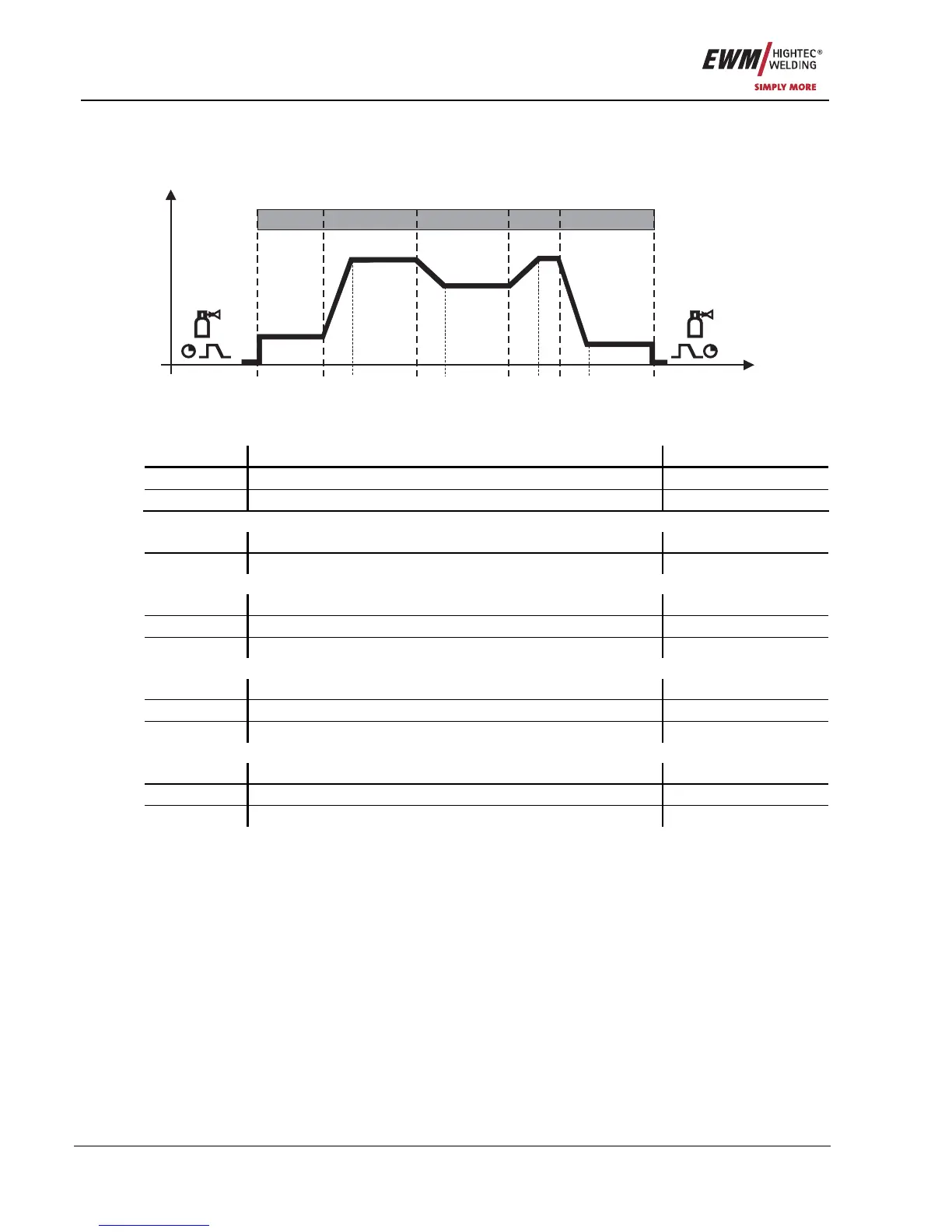
5.3.7 TIG program sequence ("Program steps" mode)
5.3.7.1 TIG parameter overview
The parameter settings are made on welding machine control M3.10 or M3.11
Istart
I3
Iend
tstart tS1 t2 tS2 t3 tS3 tSe tend
P
START
P
A
P
A
P
B
P
END
t
I
Figure 5-36
Basic parameters
Display Meaning / explanation Setting range
GASstr Gas pre-flow time 0.0s to 0.9s
GASend: Gas post-flow time 0.0s to 20s
"P
START
" start program
Istart Ignition current 0% to 200%
tstart Duration 0.0s to 20s
"P
A
" main program
tS1 Slope duration from P
START
to P
A
(Upslope) 0.0s to 20s
t2 Duration 0.01s to 20.0s
tS3 Slope duration from P
B
to P
A
0.00s to 20.0s
"P
B
" reduced main program
tS2 Slope duration from P
A
to P
B
0.00s to 20.0s
I3 Welding current 0% to 100%
t3 Duration 0.01s to 20.0s
"P
END
" end program
tSe Slope duration from P
A
or P
B
to P
END
(Downslope) 0.0s to 20s
Iend Welding current 0% to 100%
tend Duration 0.0s to 20s
P
START
, P
B
, and P
END
are "relative programs", i.e. they relate to percentages of the welding current setting
(see chap. 3.14)
Various functional sequences can be set up according to the operating mode.