Functional characteristics
MMA welding
78 Item No.: 099-004833-EWM01
5.4.4 Arcforcing
Operating
element
Action Result Display
X x
Select arcforcing welding parameter
Press until
DYN
“Dynamic” LED comes on.
-40 to +40
m/min
Arcforcing setting on the "Wire speed/welding
parameters" rotary dial
-40 to +40
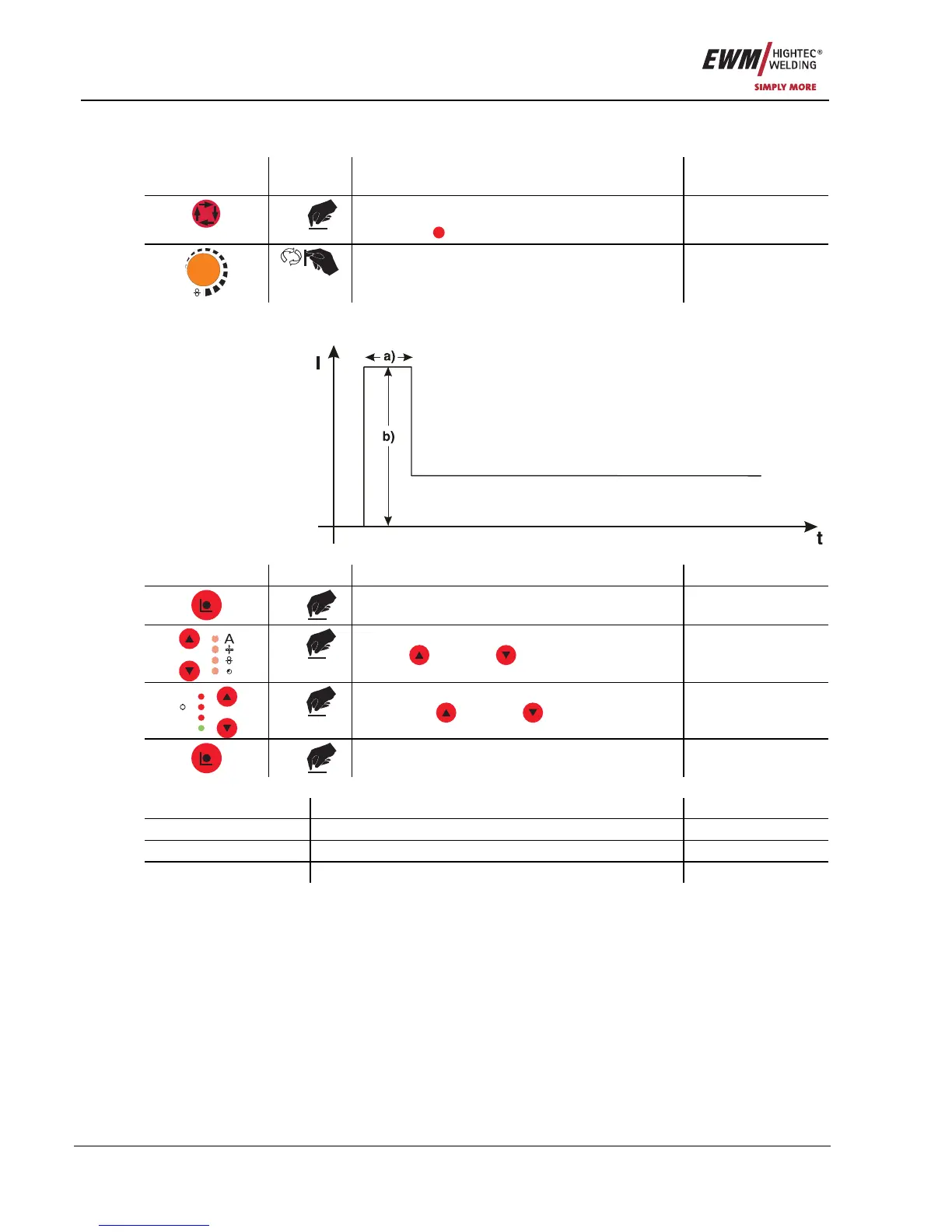
5.4.5 Hotstart
The hotstart device improves the ignition of the stick electrodes using an increased ignition current.
a) = Hotstart time
b) = Hotstart current
I = Welding current
t = Time
5.4.5.1 Hotstart current and Hotstart time
Control element Action Result Display
1 x
Select Program sequence mode Program Steps
x x
Select the welding parameter using the key
buttons
"Up" and "Down" (left)
V
Job Nr
Hold
A
M
x x
Adjust the selected welding parameter using the
key buttons
"Up" and "Down" (right)
3 x
Machine returns to Display mode
Basic parameters
Display Meaning / explanation Setting range
Ihot Hotstart current 0% to 200%
thot Hotstart time 0s to 10.0s
tanti Antistick time 0s to 2.0s