Installation manual
CNC 8060
CNC 8065
LOGIC CNC INPUTS AND OUTPUTS.
6.
(REF: 1402)
·327·
Spindle modifiable signals.
6.9 Spindle modifiable signals.
GEAR1
GEAR2
GEAR3
GEAR4
There is a mark for each spindle. The mnemonics for each spindle are the following: Here
is an example of the mnemonics for GEAR1; it is the same for the rest of the marks.
GEAR1SP1 (can also be programmed as GEAR1)
GEAR1SP2 GEAR1SP3 GEAR1SP4
The PLC uses these marks to let the CNC know which spindle range (gear) is currently
selected (=1). When requesting a gearchange, the CNC informs the PLC about it using
auxiliary functions: M41, M42, M43 or M44. The gear change concludes when the PLC
receives the confirmation signal AUXEND.
The CNC assumes the parameter set of the new gear when the spindle speed reaches the
speed set in parameter SZERO and when the PLC receives the confirmation of one of marks
GEAR1 through GEAR4.
On Sercos spindles, when the range change involves a gear change (NPULSES,
INPUTREV, OUTPUTREV), functions M41 to M44 also change the gear at the drive.
When the parameter set selected at the CNC and at the PLC are the same, the spindle
activates the GEAROK mark. In order for both parameter sets to coincide, funciton M41 must
be active at the CNC and the GEAR1 mark at the PLC, M42 with GEAR2 and so on.
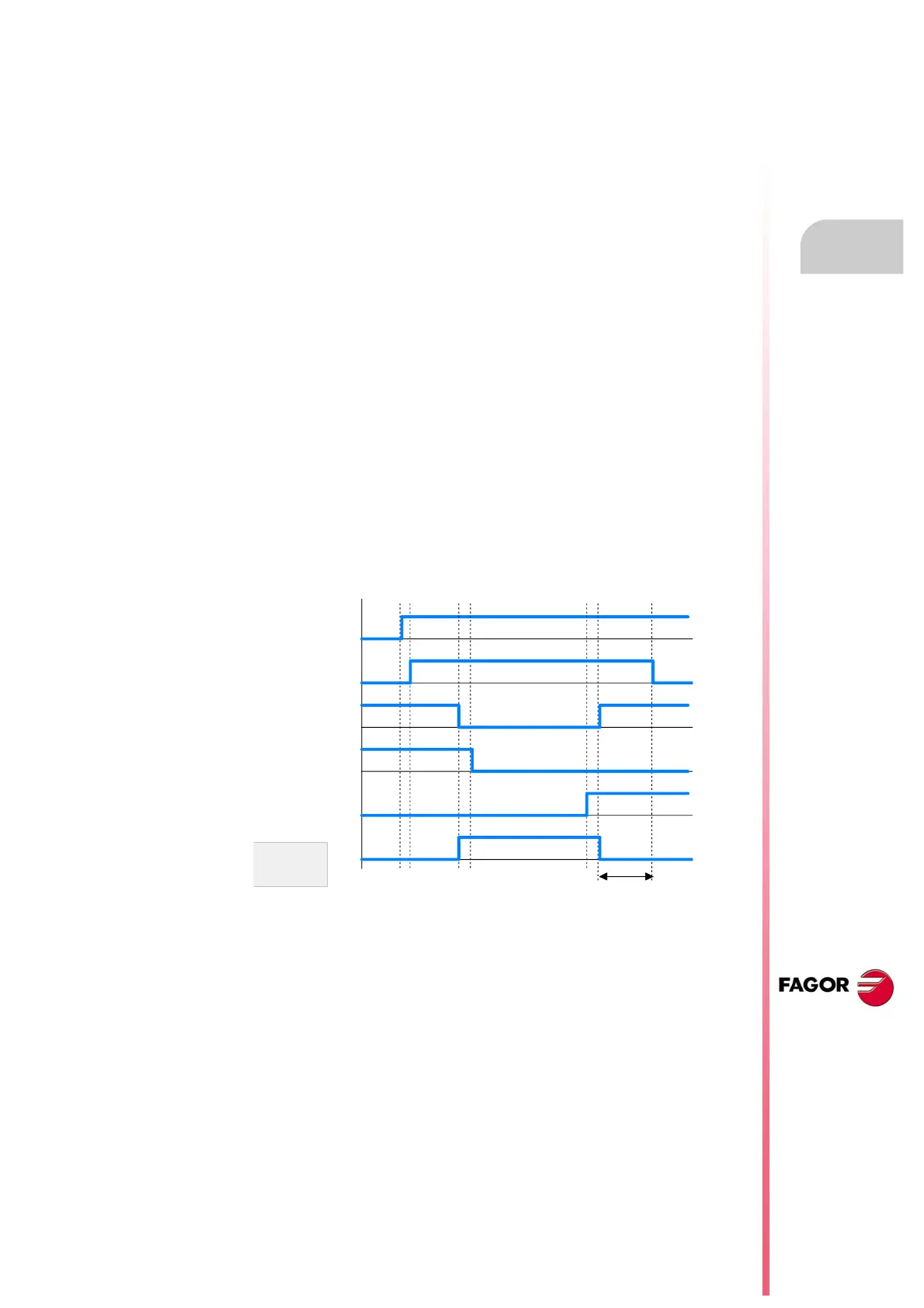
Example of a GEAR1 GEAR2 change.
If Gear 2 (M42) is requested while gear 1 is active.
1 The CNC indicates to the PLC the gear requested with MFUN1=42 and sets the
MSTROBE mark to (=1).
2 When detecting the request, the PLC sets an internal indicator.
DFU MSTROBE AND CPS MFUN* EQ 42 = SET M1002
3 The change begins and lets the CNC know by setting AUXEND (=0).
NOT M1002 AND <rest of conditions> \
= AUXEND \
= (starts the gear change)
During the gear change, the CNC is informed that gear 1 is dropped and gear 2 is now selected.
The active gear indicator, GEAR1 through GEAR4 must be set before activating the AUXEND signal.
I21 = GEAR1
I22 = GEAR2
MFUN
MSTROBE
AUXEND
GEAR1
GEAR2
CHANGE
MINAENDW
GEAR

 Loading...
Loading...








